| Issue |
Metall. Res. Technol.
Volume 122, Number 6, 2025
Special Issue on ‘Advances in Powder Technologies: Highlights from EuroPM2025’, edited by Efrain Carreño-Morelli, Elena Gordo and Lars Nyborg
|
|
|---|---|---|
| Article Number | 602 | |
| Number of page(s) | 11 | |
| DOI | https://doi.org/10.1051/metal/2025077 | |
| Published online | 16 September 2025 | |
Original Article
Optimizing grain size in PBF-LB Inconel 939: a cost-effective approach using solution annealing, HIP, and integrated heat treatments for enhanced high-temperature performance
Politecnico di Torino, Department of applied Science and Technology, C.so Duca degli Abruzzi, 24, 10129, Torino, Italy
* e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.
Received:
30
April
2025
Accepted:
30
July
2025
Abstract
This work focuses on the Laser Powder Bed Fusion Additive Manufacturing (PBF-LB-AM) of a nickel-based superalloy, Inconel 939 (IN939), addressing one of the key limitations: the final grain size and texture of the produced sample. Controlling the grain size is particularly critical for IN939, commonly used in high-temperature applications, where equiaxed and coarse grains contribute to enhanced creep resistance. The study aims to achieve significant grain coarsening by entering the incipient melting region of the alloy during the solution annealing. This heat treatment ensures equiaxed microstructure, although it may induce some localized melting, considered a detrimental defect. However, the simultaneous application of Hot Isostatic Pressing (HIP) and heat treatment effectively promotes severe grain coarsening while preventing defect formation.
Key words: hot isostatic pressing / nickel alloys / laser powder bed fusion / heat treatments / Inconel 939
© E. Bassini et al., Published by EDP Sciences, 2025
 This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
1 Introduction
Nickel-based superalloys are a class of advanced metallic materials characterized by their outstanding mechanical properties at elevated temperatures. Initially developed for military gas turbines during World War II, they are now indispensable in aerospace, energy production (especially gas and steam turbines), and other sectors requiring components that can sustain mechanical loads at temperatures up to 80–85% of their absolute melting point. Their performance derives from a complex combination of phases and strengthening mechanisms tailored through alloy design and thermomechanical processing [1–3].
At the core of Ni-based superalloys is the γ-phase matrix, a face-centered cubic (FCC) solid solution of nickel and other alloying elements. This γ matrix provides a robust, ductile framework that can host coherent precipitates like γ’ (Ni3Al or Ni3(Al,Ti)), which are crucial for strengthening at high temperatures. The γ’ phase has an ordered L12 structure, forming fine precipitates coherent with the γ matrix, significantly impeding dislocation motion and enhancing both yield strength and creep resistance. Another important phase is γ” (Ni3Nb), a body-centered tetragonal phase common in nickel-iron superalloys like Inconel 718, contributing similarly to precipitation hardening but with different thermal stability characteristics [4–7].
Strengthening in superalloys arises from a synergy of mechanisms: (i) solid solution strengthening, with elements like Mo, W, and Re distorting the matrix lattice and impeding dislocation motion; (ii) precipitation strengthening via γ’ and γ” particles; and (iii) dispersion strengthening through oxides or carbides. Carbides such as MC (often rich in Ti, Nb, or Ta) and M23C6 types provide grain boundary strengthening but must be carefully controlled, as excessive or poorly distributed carbides can promote crack initiation [8–10].
IN939, the material investigated in this work, is a precipitation-hardenable Ni-based superalloy specifically engineered for land-based gas turbines. It is designed for prolonged service at temperatures up to 850 °C and combines high-temperature strength, oxidation resistance, and corrosion resistance. Its microstructure, post heat-treatment, typically consists of a dendritic γ matrix containing 30–40% volume fraction of γ’ precipitates, along with a controlled amount of carbides (MC and M23C6). Elements like Cr (for corrosion resistance) and Co (to stabilize the γ matrix and enhance γ’ precipitation) play vital roles, while minor additions of B and Zr aid in grain boundary strengthening [11–13].
Traditional manufacturing routes for superalloys — casting, forging, and powder metallurgy — have limitations, especially in terms of geometrical complexity and defect control. The advent of metal Additive Manufacturing (AM), particularly Laser Powder Bed Fusion (PBF-LB), has opened new pathways for producing complex-shaped superalloy components. PBF-LB enables near-net-shape fabrication by selectively melting successive layers of metal powder using a high-energy laser, allowing intricate internal geometries and significant material savings [14].
However, PBF-LB introduces new microstructural challenges. The extreme thermal gradients and rapid solidification rates (104–106K/s) lead to very fine cellular or dendritic structures, high residual stresses, and anisotropic grain growth aligned along the build direction [15,16]. Moreover, typical PBF-LB defects such as gas porosities, lack of fusion defects, and keyhole-induced voids can persist even after optimization of processing parameters like laser power, scan speed, hatch distance, and layer thickness. These defects, if untreated, can severely compromise fatigue life and mechanical integrity under service conditions.
To mitigate residual stresses and microstructural anisotropy, post-processing heat treatments are routinely applied. However, while solution treatments and aging can homogenize compositions and promote desired precipitate distributions, they do not eliminate internal porosity. Thus, Hot Isostatic Pressing (HIP) becomes an essential post-processing step for AM superalloy components. HIP combines high temperatures (approaching or exceeding solutionizing conditions) with isostatic gas pressure (typically 100–200 MPa), effectively closing internal pores and promoting diffusion-driven homogenization without altering the external geometry of the parts [7,11,17].
Conventionally, HIP is performed below the solidus temperature of the alloy to avoid incipient melting. Incipient melting refers to the localized formation of a liquid phase at interdendritic or chemically segregated regions at temperatures lower than the bulk melting point. For PBF-LBed IN939, the practical incipient melting onset occurs between approximately 1125 °C and 1150 °C, although the nominal solidus temperature is around 1235 °C. The challenge is to enter this narrow thermal window safely: excessive temperatures can cause uncontrolled local melting, pore coalescence, and irreversible damage to the material.
The novel approach explored in this work involves deliberately performing HIP treatments at temperatures slightly above the solidus, entering the incipient melting regime while maintaining control through high isostatic pressure. The rationale is that under pressure, small liquid films formed during initial melting can be suppressed or confined to very small locations, preventing the growth of macroscopic liquid pools. Simultaneously, high temperatures promote full dissolution of undesirable phases, such as γ/γ’ eutectics, and facilitate significant grain growth [18]. The resulting microstructure transitions from fine, columnar grains typical of PBF-LB to a coarser, more equiaxed grain structure, which is more favorable for creep resistance — a critical property for turbine applications. Moreover, the high temperatures help mitigate crystallographic texture, reducing the strong [001] build direction anisotropy commonly observed in PBF-LB parts. Larger grain boundaries will improve long-term mechanical performance under thermal cycling and high-stress conditions. Thus, combining PBF-LB processing with an above-solidus HIP route represents a promising strategy to unlock the full potential of AM superalloy components for critical applications, balancing the design freedom of AM with the microstructural excellence demanded by service environments [19–22].
2 Material and methods
2.1 Material: PBF-LBed Inconel 939
The material studied is Inconel 939 (IN939), a precipitation-hardenable Ni-based superalloy specifically developed for high-temperature gas turbine applications. Samples were manufactured by Laser Powder Bed Fusion (PBF-LB) using two different systems: EOS M290 and EOS M400-1/4, both equipped with 400W ytterbium fiber lasers (100 µm spot size) by Siemens Energy. The builds were conducted under argon atmosphere to minimize oxidation, using a typical powder size distribution of 20–55 µm. Detailed processing parameters are confidential and were based on Siemens’ internal developments.
2.2 Sample preparation
The as-built cylindrical specimens had dimensions of 14 mm diameter and 120 mm height. To facilitate metallographic analysis along both the build (Z) direction and the perpendicular plane (XY), the following preparation steps were executed:
Cylinders were sectioned into 20mm high slices using a precision disk saw, and then each slice was further divided to expose the XY (horizontal) and XZ (vertical) planes.
Selected slices were taken from three positions: top, center, and bottom of the cylinder, enabling evaluation of build position effects on microstructure and defect distribution. The Specimens were embedded in a phenolic resin, polymerized at 155 °C for 30 min under pressure, and then successively ground with SiC papers of decreasing grit size (180 to 2400) followed by mechanical polishing using colloidal diamond solutions and colloidal silica.
A final chemical etching was performed using Kalling’s No. 2 reagent to reveal grain boundaries and dendritic structures for microscopic investigations.
2.3 Microstructural and defect analysis
Optical Microscopy was performed using a Leica MEF4 optical microscope in incident light mode at 50x–200x magnifications. For each sample, images were captured at both the core and surface for the XY and XZ planes in order to verify whether the external part of the cylinders was more defective. Then, ImageJ software was utilized for post-processing:
More specifically, binary images were created to differentiate between dense material and porosity/defects. The quantitative defect analysis included calculation of the Volumetric porosity (% area), the Aspect ratio (to distinguish gas pores—spherical—from lack of fusion defects—elongated), and the Feret’s diameter (size characterization of defects).
Higher magnification imaging was conducted using a Zeiss Evo 15 SEM; Both Secondary Electron (SE) and Backscattered Electron (BSE) modes were employed. High-magnification imaging allowed the identification of γ’ precipitates, carbide phases, interdendritic segregation zones, and melt pool boundaries. An Energy Dispersive Spectroscopy (EDS) probe was used for localized chemical analysis of different phases.
Following etching, the grain structure was analyzed: Five random images per plane (XY and XZ) were processed. The ASTM E112-13 mean intercept method was applied to express the material grain size using the dimension in μm and using the ASTM G-number.
2.4 Thermal analysis
Differential Scanning Calorimetry (DSC) was performed on small (∼50mg) samples to characterize thermal behavior on a Setaram TGA-DSC 92; tests were carried out from 20 °C to 1350 °C at a 20 °C/min heating and cooling rate. The analysis aimed to precisely determine the incipient melting range and solidus temperature, crucial for the following Heat treatments and HIP processing.
2.5 Heat treatments
Two types of heat treatments were implemented: Air Furnace and Hot Isostatic Pressing (HIP) Heat Treatments. More specifically, four heat treatments were carried out in a static air furnace (Nabertherm LH60) at 1270 °C, 1280 °C, 1290 °C, and 1300 °C for 1 h each. Standard solution heat treatment at 1160 °C (common for cast IN939) was also conducted as a baseline reference. Cooling was performed by air cooling after each thermal cycle. These experiments helped assess the liquid phase formation tendencies before applying HIP, i.e. without pressure effects.
HIP experiments, performed in a Quintus Q15L, targeted temperatures above the solidus temperature, exploring incipient melting behavior while leveraging high pressure (100–150MPa) to suppress macroscopic liquid formation. Dwell times were set between 80 and 240 min. The objective was to simultaneously heal internal porosities and promote grain coarsening.
To systematically investigate the influence of HIP parameters, a Design of Experiments (DOE) approach was adopted: A Taguchi L9 orthogonal array was used to minimize the number of experiments while exploring the effects of: Temperature (1270, 1280, 1290 °C), Pressure (100, 125, 150MPa) and Holding time (80, 160, 240 min). Minitab software assisted in the statistical setup and subsequent ANOVA (Analysis of Variance) to identify the most significant factors affecting density and grain size.
3 Results
The microstructural analysis of the as-built PBF-LBed IN939 specimens revealed the typical features associated with additive manufacturing (AM) processes. Observations were conducted on both the top and bottom sections of the samples, along the XY and XZ building planes. Through optical microscopy, two main types of defects were identified: lack of fusion defects: Predominantly elongated, located mainly in the core regions, and gas porosities: Spherical or near-spherical voids, more frequent in the surface regions. The aspect ratio analysis of porosities indicated that most defects had an aspect ratio between 1.1 and 1.3, confirming their predominantly spherical shape. This behavior was consistent across the top, center, and bottom sections, and across both XY and XZ planes.
The residual porosity ranged between 0.09% and 0.1%, indicating a very high material density across all sections with relatively homogeneous defect distribution.
Figure 1 shows an example of typical defective structures in the sample observed in different positions (a-d) and along different metallurgical orientations (a-c and b-d).
After chemical etching, further insights into the AM grain structure were obtained; In the XY plane, laser scanning paths were clearly distinguishable, representing the successive laser movements during the build process (Fig. 2a). In the XZ plane, columnar grains elongated along the build direction (Z-axis) were evident, interspersed with fine cellular-dendritic structures (Fig. 2b). Melt pools, typical of the PBF-LB process, were prominently observed in the XZ section.
Scanning Electron Microscopy (SEM) provided higher magnification views, showing a fine dendritic/cellular architectures identified within the melt pools (Fig. 3a). The dendrites exhibit sub-micrometric dimensions, consistent with rapid solidification rates in PBF-LB. Chemical segregation phenomena were visible: backscattered electron images showed brighter zones, possibly linked to the accumulation of heavy elements like Ta and Nb. These elements likely segregated during the fast solidification and created small primary carbides at the cellular edges, only visible at high magnification, as shown in the inset of Figure 3a. Additionally, SEM confirmed the anisotropic nature of the microstructure: while dendrite growth was generally aligned along the build direction, some deviation was present, particularly at melt pool boundaries (Fig. 3d). According to this initial microstructural investigation the following statements can be affirmed: After printing parameters optimization, the overall material density is high, with minimal residual porosity. The identified flaws were predominantly spherical pores indicating good gas flow and powder melting conditions during PBF-LB. The Columnar grain structures were aligned with the build direction. The microstructures are characterized by fine dendritic architectures and localized chemical segregation, consequences of the extremely rapid cooling rates inherent to the PBF-LB process. This is also in accordance with the study of Rodriguez-Barber et al. [23].
After the evaluation of the as-built PBF-LBed IN939 specimens, attention was directed towards understanding how conventional and non-standard heat treatments affect their microstructure. Preliminary insight into the behavior of IN939 under thermal exposure was gained through Differential Scanning Calorimetry (DSC). The DSC analysis revealed that the alloy reaches its solidus temperature at approximately 1274 °C. Beyond this threshold, a significant increase in the fraction of the liquid phase was observed. The cooling curve further illustrates the solidification process and the formation of MC-type carbides as can be seen in Figure 4.
Given these findings, a set of air furnace heat treatments was conducted before moving towards the HIP process. Five distinct heat treatments were applied: one corresponding to the standard solutioning temperature of IN939 at 1160 °C, typically used for cast or wrought material, and four non-standard treatments at higher temperatures (1270, 1280, 1290, and 1300 °C). Importantly, these tests were performed in a static air furnace without the application of pressure and primarily aimed at assessing the onset and extent of incipient melting.
Optical microscopy images of the samples treated at 1160 °C revealed small residual defects, consistent with gas porosities or incomplete fusion from the PBF-LB process. Moreover, the formation of fine carbides was noted, suggesting limited but detectable microstructural evolution. Quantitative analysis confirmed that the surface exhibited slightly higher residual porosity than the core, and the aspect ratio of defects remained comparable to that of the as-built specimens. Despite the thermal exposure at 1160 °C, only small signs of recrystallization were observed in the microstructure as can be seen in Figure 5. More specifically, the heat treatment was simply able to eliminate the meltpools. As a result, after etching, the familiar PBF-LB-induced anisotropy was still recognizable: columnar grains elongated along the build direction (XZ plane) persisted, while finer equiaxed grains appeared more prominently in the XY plane. This stability suggested that either the solutioning temperature was too low or the soaking time (1 h) too short to trigger substantial recrystallization. The findings indicated that the PBF-LB microstructure, stabilized by high levels of solute and fine cellular architecture, resists transformations under conventional heat treatment conditions.
Further investigations focused on the application of non-standard heat treatments at progressively higher temperatures, between 1270 °C and 1300 °C as can be seen in Figures 6a–6d.
Optical observations confirmed that after treating at 1300 °C, visible indications of incipient melting began to appear, such as the formation of larger and more irregular porosities. Additionally, an increase in surface carbide precipitation was recorded as the treatment temperature rose, which was attributed to enhanced diffusion kinetics and partial segregation during high-temperature exposure. Figure 7 shows how the volume fraction of the defects increases as the temperature increases and demonstrates that the largest defects form along the building direction.
In particular, specimens treated at 1270 °C and 1280 °C maintained a microstructure similar to that of the lower-temperature treatments. Similar conclusions applied to the residual porosity, defect size, and aspect ratio which remained within the same range. Only upon reaching 1290 °C significant differences became evident. A moderate increase in average defect diameter and residual porosity was detected, suggesting that localized liquid formation had started. This was even more pronounced at 1300 °C, where widespread and uncontrolled porosity growth indicated the development of a considerable amount of liquid phase, confirming that 1300 °C surpasses the safe processing window for post-build treatments of PBF-LBed IN939. The grain morphology also evolved with increasing temperature, as can be seen in Figure 8. As the temperature increases, grain size decreases and at the same time the texture along the building direction (right panel) becomes less and less evident. More precisely, grain average size decreases from 125.5 to 72 μm as the temperature increases from 1270 to 1300 °C. At 1270–1280 °C grains show a bimodal structure i.e. larger grains which surround the smaller ones. This condition is progressively substituted to a more regular one when temperature ranges between 1290 and 1300 °C.
These results were critical for defining the HIP process parameters, highlighting that temperatures between 1270 °C and 1290 °C offered a narrow but exploitable window where the microstructure could be favorably altered without incurring into catastrophic melting phenomena. Specifically, it became clear that temperatures at or slightly above 1270 °C, combined with the application of isostatic pressure during HIP, could potentially heal residual defects and promote desirable microstructural features such as equiaxed grains while avoiding extensive liquefaction.
Thus, the systematic study of the microstructure after air furnace heat treatments laid the foundation for understanding the behavior of PBF-LBed IN939 under high-temperature exposure and set the stage for optimized HIP experiments discussed in subsequent sections.
The HIP treatment was applied to nine different samples of PBF-LBed IN939, with varying combinations of temperature (1270 °C, 1280 °C, 1290 °C), pressure (100, 125, 150MPa), and holding time (80, 160, 240min), according to the DOE setup. Analyzing the HIPped samples collectively, a clear trend emerges regarding the influence of temperature, pressure, and holding time. Figure 9 shows the microstructure of all 9 HIPped samples with highest temperature at the top and lowest to the bottom, as indicated in each picture label.
Treatments at 1290 °C consistently produced the best results in terms of porosity closure and recrystallization. However, the effectiveness was modulated by pressure and time: higher pressure (150MPa) and longer duration (240min) synergistically enhanced the homogenization process. At this temperature, pores volume fraction ranges between 0.023 and 0.032%, lower than in the as-built condition. On the other hand, grain size (105, 72 and 88 μm, respectively) changes as a function of pressure and soaking time i.e. 150 MPa − 240 min, 125 MPa − 160 min and 100 MPa − 80 min, ca. 50-55% larger than those obtained at atmospheric pressure.
In contrast, samples treated at 1270 °C showed comparable level of porosity (ca. 0.025-0.042%) but, the PBF-LB-induced columnar grain structure was not fully modified. These results indicate that 1270 °C is insufficient to trigger significant recrystallization in PBF-LBed IN939 under the conditions tested. Moreover, grain size was not altered significantly, ranging between 34 and 35 μm for 100 MPa − 160 min and 150 MPa − 80 min, while when no pressure was applied grains were able to coarsen up to 127 μm. Conversely, when lower pressure is applied together with long soaking times, i.e. 125 MPa − 240 min, a considerable larger grain size is obtained i.e. 134 μm. This means that at lower temperatures, other HIP parameters become more impacting in triggering material recrystallization.
At 1280 °C, an intermediate behavior was observed. While grain growth and porosity reduction were better than at 1270 °C, they were slightly less pronounced than at 1290 °C. Nevertheless, the results at 1280 °C suggest a safer margin regarding the risk of incipient melting, making this temperature attractive for applications where avoiding thermal instability is critical. Grain size was measured to be 89, 102 and 110 μm applying 100 MPa- 240 min, 150 MPa- 160 min; 125 MPa − 80 min, respectively, hence 30-45% larger grains with respect to samples heat treated at atmospheric pressure.
At first glance it is possible to affirm that isostatic pressure has an important role and is necessary not only to heal pores but also to prevent excessive liquid formation during the incipient melting process. Holding time also had a secondary but noticeable effect. Samples processed for 240 min consistently showed better recrystallization compared to those treated for 80 min, confirming that longer diffusion times are beneficial for achieving a fully dense and coarsened microstructure, especially at moderate pressures and lower temperatures.
 |
Fig. 1 Optical microscope image of as-built IN939: (a) Surface XY, (b) Core XY, (c) Surface XZ, (d) Core XZ. |
 |
Fig. 2 Grain microstructure of as built sample: (a) Bottom sample, XY-plane (b) Head sample, XZ-plane. |
 |
Fig. 3 15 SEM images of as-built PBF-LB IN939 specimen : a laser scan detail a) the cellular structure at low b) and high magnification d) and a meltpool c). |
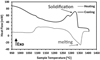 |
Fig. 4 DSC heating (gray) and cooling (black) curves for IN939. |
 |
Fig. 5 Microstructure of solution heat-treated IN939 at standard temperature in the (a) XY and (b) XZ plane. |
 |
Fig. 6 Optical microscope image of non-standard heat-treated samples in XY-plane: (a) 1270 °C, (b) 1280 °C, (c) 1290 °C, (d) 1300 °C. |
 |
Fig. 7 Porosity volume fraction as a function of solution temperatures in the XY (left) and XZ planes (right). |
 |
Fig. 8 Grain size and morphology of IN939 in the XY (left) and XZ (right) planes at progressively higher temperature: (a, e) 1270 °C, (b, f) 1280 °C, (c, g) 1290 °C and (d, h) 1300 °C. White areas are regions where melting took place, strongly evidenced by the chemical etching. |
 |
Fig. 9 Grain size after HIPping, comparative chart among the nine sample of the DOE. |
4 Discussion
4.1 Results from the design of experiment (DOE)
The final analytical stage of the experimental work relied on a Taguchi-based Design of Experiment (DOE) approach, implemented to evaluate the influence of three primary HIP processing parameters—temperature, pressure, and holding time—on two key performance indicators of the treated IN939: residual porosity and average grain size. The DOE methodology was chosen due to its efficiency in reducing the number of required experiments while still providing statistically robust conclusions. The Minitab software was employed for the design and analysis of the DOE, which included nine experimental runs, each corresponding to a unique combination of the three process variables at three levels.
4.1.1 DOE results: material density
To assess how HIP parameters affect residual porosity, 15 micrographs were analyzed for each of the nine samples—five from the surface and ten from the core. Average porosity values were extracted and used as input for the Taguchi analysis using Minitab’s “smaller is better” signal-to-noise (S/N) ratio option, given the goal was to minimize porosity. The temperature emerged as the most influential factor in reducing residual porosity. Specifically, higher HIP temperatures facilitated better pore closure, likely due to enhanced diffusion rates and potential partial melting phenomena (without uncontrolled liquefaction), enabling microstructural rearrangement. This effect was especially pronounced at 1290 °C, which allowed for near-complete porosity healing in some samples. Time was found to be the second most impactful variable. The analysis highlighted 160 min as the optimal duration, balancing effective densification with minimal risk of entering the full melting regime. A longer time favored the activation of solid-state diffusion and sintering-like mechanisms at grain boundaries, critical for reducing micro-defects generated during the PBF-LB process. In contrast, pressure was revealed to have the least influence among the three parameters. Although intuitively one might expect higher pressure to assist densification, its impact on porosity closure was comparatively minor in this study, likely due to the relatively high pressures already chosen for the experiment (100–150 MPa), all above the typical threshold required to influence material compaction in Ni-based superalloys. The best-performing condition in terms of density—i.e., the lowest residual porosity—was achieved with the combination: 1270 °C, 100MPa, 160 min, corresponding to Sample 9. Interestingly, this optimal condition for porosity reduction did not coincide with the conditions that produced the coarsest grains, highlighting an important trade-off between densification and grain growth in HIP processing.
4.1.2 DOE results: grain size
In the second part of the DOE analysis, the focus shifted to understanding how the same HIP parameters influenced grain growth. This analysis used Minitab’s “larger is better” setting, since grain coarsening is generally desirable for creep resistance in turbine applications involving IN939. Here, time emerged as the most significant parameter, overtaking temperature in importance. The trend clearly indicated that longer holding times—especially 240 min—consistently promoted larger average grain diameters. This result is coherent with diffusion theory: grain boundary migration and coalescence are both time-dependent processes, accelerating with extended thermal exposure, particularly near or above the solidus. Temperature ranked as the second most influential factor. Maximum grain growth was not necessarily linked to the highest temperature (1290 °C), but rather to 1280 °C, where a combination of sufficient mobility and reduced incipient melting risk enabled grains to grow more freely. More specifically, it is important to note that the application of external pressure during HIP effectively confined liquid formation to very small regions. This localized presence of liquid may have facilitated grain growth, resulting in larger grains compared to those observed at the same temperature under atmospheric pressure, where the formation of more extensive liquid pools was evident. Furthermore, the observation that the largest grain size was obtained at a slightly lower temperature (1280 °C instead of 1290 °C) can be rationalized as follows. This behavior may be partially attributed to the formation and distribution of carbides, particularly of the M23C6 and MC types, which are known to inhibit grain growth when present in sufficient volume fractions or in unfavorable morphologies, as illustrated in Figure 10. At 1280 °C, the diffusion of Ti from the γ′ phase toward the grain boundaries promotes the formation of these carbides in moderate amounts. Under these conditions, grain growth is still allowed, as the pinning effect is not yet dominant. In contrast, at 1290 °C, more extensive formation of coarse TiC/TaC carbides at grain boundaries may exert a stronger pinning effect, effectively restricting further grain coarsening. As a result, the coarsest grains are observed at 1280 °C. On the other hand, pressure was confirmed to have the least impact on grain size evolution. While one might expect pressure to suppress boundary movement or influence phase stability, its statistical weight in the DOE model was minimal. This suggests that once pressure exceeds a certain threshold, further increases no longer significantly influence grain boundary mobility in PBF-LBed IN939, probably because the liquid confinement is already established, and grain growth is positively affected by this condition.
The combined results of the DOE analyses for both residual porosity and grain size underscore a fundamental trade-off: the conditions that minimize porosity do not necessarily promote maximum grain growth, and vice versa. For instance, the best densification condition (Sample 9) was associated with modest grain coarsening, while Sample 10—optimal for grain growth—had slightly higher residual porosity than other samples. This dichotomy implies that the “ideal” HIP treatment must be tailored to specific service demands: components prioritized for creep resistance might accept higher porosity for larger grains, while others operating under high-cycle fatigue conditions may prioritize complete densification over microstructural coarsening. Moreover, the analysis confirmed that temperature and time are the two dominant variables in tailoring the post-PBF-LB microstructure of IN939 through HIP, while pressure, though necessary, plays a secondary role. These findings suggest practical strategies for optimizing HIP protocols for additive-manufactured Ni-based superalloys, especially when operating near or slightly above the solidus.
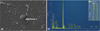 |
Fig. 10 MC and M23C6 carbides formed at grain boundaries. Nitrogen was present in the blocky particles as well. |
5 Conclusion
This work explores the application of Hot Isostatic Pressing (HIP) as an innovative post-processing technique for the IN939 Ni-based superalloy produced by Laser Powder Bed Fusion (PBF-LB), with the goal of improving microstructure and mechanical properties. PBF-LB allows for the creation of geometrically complex components while avoiding traditional joining techniques. However, the resulting microstructure tends to be extremely fine, which is ideal for fatigue resistance but not suitable for creep conditions, which require coarser grains. This work assesses the feasibility of tailored heat treatment performed above the solidus temperature of IN939 leveraging HIP pressure to modify the microstructure without introducing detrimental effects like uncontrolled liquid-phase formation. As a reference, the heat treatment of the alloy should be performed at 1160 °C when traditionally manufactured. It was demonstrated that at 1270 °C the best results in porosity reduction compared to as-built samples are obtained. The maximum grain diameter observed was 134 µm, although this result was achieved only after a long soaking time. At 1280 °C the microstructure achieved a good degree of density and grain size, this condition was mostly related to the particular carbide density achieved which partially hindered grain growth. At 1290 °C the average grain size started to decrease even if the recrystallization levels were considerably better than other samples. At the end of this work, it can be stated that the combined effect of high temperature and pressure (through HIP) enables material densification and controlled grain growth within the incipient melting range. Crucially, no liquid-phase signatures (like dendrites or eutectic phases) were observed in any HIPped sample, indicating that the external pressure effectively suppressed liquid phase expansion, or confined it to grain boundary triple points. This work rigorously validates HIP as a viable technique for tailoring the microstructure of PBF-LBed IN939, especially for applications requiring creep resistance. It sets a strong experimental basis for future optimization and industrial implementation.
Acknowledgments
The authors acknowledge Dr. Alessandro B. Ruggieri for his efforts in the lab and statistical analysis of the data.
Funding
This research received no external funding.
Conflicts of interest
The authors certify that they have no financial conflicts of interest in connection with this article.
Data availability statement
Data associated with this article can be disclosed and shared on readers request.
Author contribution statement
Conceptualization and Methodology, Emilio Bassini and Giulio Marchese; Formal Analysis and investigation Emilio Bassini Writing − Original Draft Preparation − Review & Editing, Emilio Bassini and Giulio Marchese; Supervision, and Funding Acquisition, Daniele Ugues and Sara Biamino.
References
- K. Minet, A. Saharan, A. Loesser et al., Superalloys, powders, process monitoring in additive manufacturing, Addit. Manuf. Aerosp. Ind. 163–185 (2019), https://doi.org/10.1016/B978-0-12-814062-8.00009-1 [Google Scholar]
- M.J. Donachie, S.J. Donachie, Superalloys: a technical guide, 2nd edn, ASM International, 2002 [Google Scholar]
- A. Kracke, Superalloys, the most successful alloy system of modern times-past, present, and future, in: E.A. Ott, J.R. Groh, A. Banik, I. Dempster, T.P. Gabb (Eds.), 7th International Symposium on Superalloy 718 and Derivatives, TMS, The Minerals, Metals & Materials Society 2010, pp. 13–50 [Google Scholar]
- B. Geddes, H. Leon, X. Huang, Superalloys: alloying and performance, Superalloys 2010937091 (2010), https://doi.org/10.31399/ASM.TB.SAP.9781627083133 [Google Scholar]
- S. Parizia, G. Marchese, M. Rashidi et al., Effect of heat treatment on microstructure and oxidation properties of Inconel 625 processed by LPBF, J. Alloys Compd. 846, 156418 (2020) [Google Scholar]
- P. Hu, Z. Liu, H. Zhang et al., Effect of remelting on cracking of Inconel 939 fabricated via laser powder bed fusion, Mater. Charact. 214, 114087 (2024) [Google Scholar]
- J. Sedlak, J. Zouhar, Z. Pokorny et al., Effect of heat treatment and hot isostatic pressing on the structure and mechanical properties of Inconel 939 manufactured via casting and LPBF, J. Manuf. Process. 145, 556–570 (2025) [Google Scholar]
- B. Zhang, H. Ding, A.C. Meng et al., Crack reduction in Inconel 939 with Si addition processed by laser powder bed fusion additive manufacturing, Addit. Manuf. 72, 103623 (2023) [Google Scholar]
- O.C. Ozaner, Ş. Karabulut, M. İzciler, Study of the surface integrity and mechanical properties of turbine blade fir trees manufactured in Inconel 939 using laser powder bed fusion, J. Manuf. Process. 79, 47–59 (2022) [Google Scholar]
- A. Visibile, K.O. Gunduz, M. Sattari et al., High temperature oxidation of inconel 939 produced by additive manufacturing, Corros. Sci. 233, 112067 (2024) [Google Scholar]
- S.A. Raza, O.E. Canyurt, H.K. Sezer, A systematic review of Inconel 939 alloy parts development via additive manufacturing process, Heliyon 10, e25506 (2024) [Google Scholar]
- P. Kanagarajah, F. Brenne, T. Niendorf et al., Inconel 939 processed by selective laser melting: effect of microstructure and temperature on the mechanical properties under static and cyclic loading, Mater. Sci. Eng. A, 588, 188–195 (2013) [CrossRef] [Google Scholar]
- M. Shahwaz, P. Nath, I. Sen, Recent advances in additive manufacturing technologies for Ni-Based Inconel superalloys − a comprehensive review, J. Alloys Compd. 1010, 177654 (2025) [Google Scholar]
- G. Dursun, A. Orhangul, A. Urkmez et al., Understanding the parameter effects on densification and single track formation of laser powder bed fusion Inconel 939, Procedia CIRP 108, 258–263 (2022) [Google Scholar]
- W.E. King, H.D. Barth, V.M. Castillo et al., Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing, J. Mater. Process. Technol. 214, 2915–2925 (2014) [Google Scholar]
- T. Keller, G. Lindwall, S. Ghosh et al., Application of finite element, phase-field, and CALPHAD-based methods to additive manufacturing of Ni-based superalloys, Acta Mater. 139, 244–253 (2017) [Google Scholar]
- W. Zheng, Y. Zhu, Y. Zhang et al., Research on heat treatment of nickel-based superalloys by laser powder bed fusion: a review, J. Alloys Compd. 1010, 177522 (2025) [Google Scholar]
- S. Ozer, M.N. Doğu, C. Ozdemirel et al., Effect of aging treatment on the microstructure, cracking type and crystallographic texture of IN939 fabricated by powder bed fusion-laser beam, J. Mater. Res. Technol. 33, 574–588 (2024) [Google Scholar]
- M.N. Doğu, S. Ozer, M.A. Yalçın et al., Effect of solution heat treatment on the microstructure and crystallographic texture of IN939 fabricated by powder bed fusion-laser beam, J. Mater. Res. Technol. 24, 8909–8923 (2023) [Google Scholar]
- L. Dinesh, P. Susila, K.G. Prashanth et al., The influence of Laves phase morphology on the mechanical properties of rotary friction welded Inconel 718 fabricated by selective laser melting, Mater. Sci. Eng. A, 148416 (2025) [Google Scholar]
- M.N. Doğu, A. Mussatto, M.A. Yalçın et al., A comprehensive characterization of the effect of spatter powder on IN939 parts fabricated by laser powder bed fusion, Mater. Des. 235, 112406 (2023) [Google Scholar]
- T. Wimmer, Y. Mick, B. Weigand, Experimental investigation into capabilities of laser powder bed fusion to produce wavy macro-channels from IN939, Addit. Manuf. 35, 101345 (2020) [Google Scholar]
- I. Rodríguez-Barber, A.M. Fernández-Blanco, I. Unanue-Arruti et al., Laser powder bed fusion of the Ni superalloy Inconel 939 using pulsed wave emission, Mater. Sci. Eng. A, 870, 144864 (2023) [Google Scholar]
Cite this article as: Emilio Bassini, Giulio Marchese, Sara Biamino, Daniele Ugues, Optimizing grain size in PBF-LB Inconel 939: a cost-effective approach using solution annealing, HIP, and integrated heat treatments for enhanced high-temperature performance, Metall. Res. Technol. 122, 602 (2025), https://doi.org/10.1051/metal/2025077
All Figures
|
Fig. 1 Optical microscope image of as-built IN939: (a) Surface XY, (b) Core XY, (c) Surface XZ, (d) Core XZ. |
| In the text | |
|
Fig. 2 Grain microstructure of as built sample: (a) Bottom sample, XY-plane (b) Head sample, XZ-plane. |
| In the text | |
|
Fig. 3 15 SEM images of as-built PBF-LB IN939 specimen : a laser scan detail a) the cellular structure at low b) and high magnification d) and a meltpool c). |
| In the text | |
|
Fig. 4 DSC heating (gray) and cooling (black) curves for IN939. |
| In the text | |
|
Fig. 5 Microstructure of solution heat-treated IN939 at standard temperature in the (a) XY and (b) XZ plane. |
| In the text | |
|
Fig. 6 Optical microscope image of non-standard heat-treated samples in XY-plane: (a) 1270 °C, (b) 1280 °C, (c) 1290 °C, (d) 1300 °C. |
| In the text | |
|
Fig. 7 Porosity volume fraction as a function of solution temperatures in the XY (left) and XZ planes (right). |
| In the text | |
|
Fig. 8 Grain size and morphology of IN939 in the XY (left) and XZ (right) planes at progressively higher temperature: (a, e) 1270 °C, (b, f) 1280 °C, (c, g) 1290 °C and (d, h) 1300 °C. White areas are regions where melting took place, strongly evidenced by the chemical etching. |
| In the text | |
|
Fig. 9 Grain size after HIPping, comparative chart among the nine sample of the DOE. |
| In the text | |
|
Fig. 10 MC and M23C6 carbides formed at grain boundaries. Nitrogen was present in the blocky particles as well. |
| In the text | |
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.