| Issue |
Metall. Res. Technol.
Volume 122, Number 6, 2025
Special Issue on ‘Advances in Powder Technologies: Highlights from EuroPM2025’, edited by Efrain Carreño-Morelli, Elena Gordo and Lars Nyborg
|
|
|---|---|---|
| Article Number | 603 | |
| Number of page(s) | 11 | |
| DOI | https://doi.org/10.1051/metal/2025078 | |
| Published online | 16 September 2025 | |
Original Article
Development of Al2024-TiB2 powder mixtures processable by PBF-LB/M for high demanding applications
Lortek, Basque Research and Technology Alliance (BRTA), Arranomendia Kalea 4A, 20240 Ordizia, Gipuzkoa, Spain
* e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.
Received:
29
April
2025
Accepted:
7
August
2025
Abstract
High-strength aluminum components are required in aeronautical and automotive industries due to their low density and outstanding properties, such as high-temperature resistance, corrosion resistance, and excellent thermal conductivity. However, the achievement of crack-free and sound materials of such Al alloys (e.g. 2xxx, 6xxx or 7xxx series) by PBF-LB/M is still challenging. To increase their weldability, ceramic elements can be added to form Aluminum Metal Matrix Composites (AMMCs). TiB2 particles have been integrated into the Al2024 matrix in the range of 0.5-10 wt.%. The powder mixtures have been extensively characterized by EDS to determine the homogeneity of the reinforcing phase within the matrix and thus, the conditions of the mixing procedure. Additionally, the powder mixtures have been processed by PBF-LB/M to analyze the processability and to fix the minimum number of ceramic particles to avoid cracks. The processability, microstructure and mechanical properties of the fixed mixture has been compared with Al2024 without reinforcements. The incorporation of TiB2 reinforcements has been shown to promote the transformation of columnar grains into an equiaxed structure. However, achieving high-quality samples requires an optimal balance between the reinforcement content and the scanning speed during the process. The addition of 5 wt.% TiB2 results in an increase of nearly 10% in hardness compared to the Al2024 matrix.
Key words: PBF-LB/M / AMMCs / Al2024 / TiB2 / powder mixtures / cracking susceptibility
These authors contributed equally to this work.
© R. Gomez et al., Published by EDP Sciences, 2025
 This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
1 Introduction
The use of aluminum alloys has grown significantly over recent decades, driven by their adoption in high-value sectors such as automotive and aerospace industries [1]. This demand has been supported by advancements in additive manufacturing, particularly Laser Beam Powder Bed Fusion (PBF-LB/M), which has enabled the development of new alloys tailored for these processes. However, challenges remain with historically non-processable alloys, such as the 2xxx (Al-Cu) and 7xxx (Al-Zn-Mg) series, due to issues like hot cracking [2,3]. As noted by Nartu and Agrawal [4], poor printability in aluminum alloys is often linked to their wide freezing range, which affects liquid permeability and molten metal availability during solidification, critical for crack backfilling. Additionally, directional heat extraction in PBF-LB/M promotes columnar grain growth, further increasing cracking susceptibility.
To address these challenges, researchers have explored introducing heterogeneous nucleation sites, such as intermetallic phases like Al3X (where X can be Ti, Ta, Zr, Ni, Sc, etc.), formed through reactions between α-Al and specific alloying elements. For example, in the 2xxx series, additions of Ti, Cr, and Fe have been studied [5], while in the 6xxx and 7xxx series, Zr [6,7] and Si [8] have been investigated to improve processability and mechanical properties. Another approach involves adding ceramic reinforcements to create metal matrix composites (MMCs), specifically aluminum matrix composites (AMMCs), which mitigate cracking and enhance performance.
AMMCs are promising candidates for advanced applications due to their superior mechanical properties and lightweight characteristics. Common reinforcements include TiB2, Al2O3, SiC, TiC, AlN, and ZrO2 [4,9]. These reinforcements act as heterogeneous nucleation sites, refining microstructures and improving thermal stability, inhibiting brittle phase formation, reducing thermal stresses, and modifying intergranular segregation. For intermediate aluminum alloys like AlSi10Mg, SiC [10] and TiC [11] have been widely studied to enhance mechanical and thermal properties. In contrast, the Al2024-TiB2 system remains less explored, though notable studies include the work of Wen et al. [12] and Sun et al. [13].
Previous research on aluminum alloys reinforced with ceramic particles, such as TiB2, has primarily focused on technologies like stir casting and powder metallurgy. Improper mixing parameters in these processes can lead to agglomeration, resulting in heterogeneous mixtures that promote columnar grain growth and increase cracking susceptibility during processing [13–15]. Studies on TiB2 reinforcement in Al2024 matrix have reported particle sizes and concentrations ranging from 1 to 10 wt.% [12,14,15]. Beyond 10 wt.%, excessive reinforcement content adversely affects mechanical properties, compromising ductility and toughness due to the high-volume fraction of ceramic particles [4].
This study focuses on identifying optimal processing conditions to minimize or eliminate crack formation in Al2024-TiB2 composites. A systematic evaluation was conducted to assess the influence of mixing parameters, reinforcement content (0.5–10 wt.% TiB2), and process parameters on the microstructure and mechanical performance of the alloy. Two material configurations were investigated: unreinforced Al2024 and mechanically mixed Al2024 reinforced with TiB2. Detailed microstructural analysis and hardness measurements were performed to evaluate the impact of TiB2 addition, correlating reinforcement content, mixing parameters, and process parameters with the alloy’s mechanical performance. The findings provide valuable insights for optimizing AMMCs for advanced engineering applications, contributing to the development of materials for demanding industrial uses and advancing additive manufacturing techniques.
2 Material and methods
The matrix Al2024 and the TiB2 reinforcement used for the investigation are commercially available. The Al2024 powder, with a particle size of 20–63 µm, has the following chemical composition (wt.%): Al (Bal.), Cu (4.1), Mg (1.8), Mn (1.2), Cr (0.3), Zn (0.2). It features predominantly spherical particles with minimal satellite formation, indicating favorable flowability (Fig. 1a). The TiB2 reinforcement, with a particle size of 1–5 µm, exhibits an irregular morphology (Fig. 1b).
Mixtures were prepared using a Turbula T2G mixer (WAB Group) operating at variable speeds (23–101 rpm). Powder quantities were measured with an analytical balance (Kern ADB 100-4; readability: 1 mg, linearity: ±4 mg). Homogeneity was verified via SEM compositional mapping using Aztec software and processed with HKL Channel 5 (Oxford Instruments). Cuboid samples (10×10×10 mm3) were fabricated using the RenAM 500Q PBF-LB/M system’s reduced build volume (RBV) in an argon-controlled atmosphere, minimizing powder usage while ensuring defect-free samples.
To evaluate the effect of TiB2 reinforcement, four mixtures were prepared: Al2024 with 1 wt.%, 2 wt.%, 5 wt.%, and 10 wt.% TiB2. Key objectives during fabrication included processability, absence of cracks, and high relative density. Processing parameters included laser power (P: 150–400 W), scanning speed (v: 100–1100 mm/s), hatch distance (h: 70–190 µm), and layer thickness (t: 30 µm). The volumetric energy density (VED) was calculated as VED=P / (v × h × t), ranging from 59 J/mm3 to 1250 J/mm3, with most analyses focusing on 59–405 J/mm3.
Relative density was assessed using an optical microscope (GX51 Olympus) and LEICA LAS V4.13 software. Crack density (mm/mm2) was quantified using a custom ImageJ macro based on optical microscopy micrographs. Vickers hardness (HV0.5) was measured using a DuraScan EMCO TEST hardness tester, with ten measurements per sample. Grain refinement, crystallographic texture, and orientation were analyzed using EBSD, with inverse pole figure (IPF) maps generated using Aztec software and processed with HKL Channel 5. Samples were polished with colloidal silica for EBSD and etched with Keller reagent for optical microscopy.
Mixing optimization began with 100 g of Al2024 powder combined with varying TiB2 contents (0.5–10 wt.%). Initial blending occurred at 23 rpm for 30 min, followed by SEM analysis to assess homogeneity. Mixing durations were extended to 1 h at 23 rpm and equivalent times at 49 rpm to evaluate time and speed effects. After identifying optimal parameters, batch sizes were scaled up to 350 g to meet RBV requirements, with homogeneity re-verified. Following prior methodologies [16–19], the best results were achieved with high-speed mixing (101 rpm, 30 min) followed by low-speed mixing (49 rpm, 2 h), effectively breaking agglomerates and ensuring uniform reinforcement distribution.
 |
Fig. 1 SEM micrographs of a) Al2024 powder and b) TiB2 reinforcement. |
3 Results
3.1 Al2024-TiB2 powder mixtures
Figure 2 shows the EDS maps of the Al2024-TiB2 powder mixtures obtained at low energetic turbula conditions (23 rpm during 0.5 h) for different concentrations of the reinforcement phase. For low amounts of TiB2 (1 wt.%), a homogeneous distribution of theTiB2 phase (green phase) along the matrix (red phase) is noticed (Fig. 2a). Nevertheless, when it comes to mixtures with higher percentages of TiB2 (5 wt.%), this homogeneity cannot be assured as certain concentrations of the ceramics phase are visible forming agglomerates (Fig. 2b). The increase of either the mixing time (Fig. 2c) or the mixing speed is not enough to achieve an adequate dispersion.
Scaling up the mixtures from 100 g to 350 g to have enough material for the manufacturing process, the conditions employed in the mixing process for 100 g powder are not functional as a lack of a good distribution of TiB2 particles in the Al2024 matrix is noticed (Fig. 3a). As emphasized by Nartu and Agrawal [4], the preparation of composite powder feedstock should be optimized for each metal matrix composite. Based on this statement, in order to achieve a consistent distribution of the TiB2 phase in the Al2024 matrix for the powder amounts required to perform the fabrications and considering also high TiB2 concentrations (>2 wt.%), a new mixing procedure was established consisting in breaking the possible agglomerates at 101 rpm during 0.5 h, subsequently reducing the mixing speed to 49 rpm for 2 h to distribute in a homogeneous manner the reinforcement phase. This procedure has been shown to be effective for the different TiB2 percentages considered (Fig. 3b). It is also perceived that although using more energetic mixing conditions, the Al2024 powder particles remain with the original spherical shape which is particularly important in PBF-LB/M process as it is directly related to flowability. That is, the impacts occurring between the particles in the mixing process do not provoke their breakage. This is consistent with the findings revealed in [4], where the regular mixing between soft and hard particles seems to be less critical compared to ball milling and the morphology of spherical matrix powders can remain unchanged even for long mixing times up to 6 h.
 |
Fig. 2 EDS elemental mapping of Al2024-TiB2 powder mixtures (100 g) obtained in different mixture conditions. a) 1 wt.% TiB2; 23 rpm and 0.5 h; b) 5 wt.% TiB2; 23 rpm and 0.5 h; c) 5 wt.% TiB2; 23 rpm and 1 h. |
 |
Fig. 3 EDS elemental mapping of Al2024-TiB2 powder mixtures (350 g) obtained in different mixture conditions. a) 1 wt.% TiB2; 23 rpm, 0.5 h; b) 5 wt.% TiB2; 101 rpm, 0.5 h + 49 rpm, 2 h. |
3.2 Al2024 PBF-LB/M processability analysis
First trials were conducted by processing Al2024 density cubes using standard PBF-LB/M parameter ranges for aluminum alloys (250 − 400 W, 700 − 1100 mm/s and 80-190 μm hatch distances). This led to 59-159 J/mm3 VED values. As illustrated in Figure 4, regardless of the processing conditions, samples show a high tendency to cracking. Apart from cracks, other defects (pores or lack of fusion) are present depending on the combination of parameters used. In this sense, applying power values higher than 250 W pores are evident (Figs. 4a and 4c), whereas lack of fusion defects are more prompt to appear when using 250 W (Fig. 4b).
To mitigate cracking in the samples, additional specimens were fabricated at an exceptionally low speed (100 mm/s) to reduce the thermal gradient of the process. Although different values for power (200 W − 300 W) and hatch spacing (80 μm − 100 μm) were used, no sound, crack-free samples were obtained in any case (Figs. 5a and 5b). Despite reducing the crack density in certain conditions by increasing significantly the applied energy density (Fig. 5b), the number of pores was huge rendering the parts unsuitable for the intended application. It was necessary to change the local applied energy within the laser beam spot with the defocus to successfully prevent cracks and reduce the porosity, maintaining the scanning speed in very low values as 100 mm/s (Fig. 5c).
 |
Fig. 4 Al2024 samples built by PBF-LB/M. a) 370 W, 1100 mm/s, 59 J/mm3; b) 250 W, 900 mm/s, 116 J/mm3; c) 400 W, 700 mm/s, 159 J/mm3. |
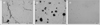 |
Fig. 5 Al2024 samples built at very low scanning speed. a) 200 W, 100 mm/s, 667 J/mm3; b) 250 W, 100 mm/s, 833 J/mm3; c) Defocus strategy. |
3.3 Al2024-TiB2 powder mixtures processing by PBF-LB/M
The obtained Al2024-TiB2 powder mixtures with 1 wt.%, 5 wt.% and 10 wt.% of TiB2 particles were processed by PBF-LB/M employing a VED in the range of 59 J/mm3 and 139 J/mm3. In Figure 6 optical micrographs and the resulting crack densities are shown which correspond to samples built at 1000 mm/s. Despite a slight improvement in cracking density is detected as the amount of TiB2 phase is increased, the mixtures are highly susceptible to cracking, irrespective of the employed parameters. Additionally, the fine black spots visible in the micrographs represent the dispersed reinforcement phase within the matrix.
The scanning speed was considerably reduced to a range of 100-300 mm/s from previously higher speeds in the manufacturing of additional Al2024-TiB2 samples, consequently increasing the VED (between 167 J/mm3 and 405 J/mm3). Additions of 2 wt.% of TiB2 were not sufficient to avoid cracks in the samples in any of the processing conditions (Fig. 7a). Nonetheless, adding more ceramic particles, up to 5 wt.% TiB2, sound samples were achieved at 165 mm/s and 349 J/mm3 (Fig. 7b). No cracks were observed, and the relative density was 99.85%, indicating a low quantity of other defects like pores. Therefore, the minimum and optimum quantity of TiB2 particles to avoid cracks was determined to be 5 wt.%. Higher amounts of TiB2 (10 wt.%) showed a reduced flowability, the fabrications becoming more difficult with a high probability of inconsistencies appearing in the form of lack of fusion.
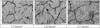 |
Fig. 6 Al2024-TiB2 samples processed at 1000 mm/s, micrographs and crack densities. a) 1 wt.% TiB2; b) 5 wt.% TiB2; c) 10 wt.% TiB2. |
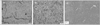 |
Fig. 7 Al2024-TiB2 samples processed at very low speed (165 mm/s). a) 2 wt.% TiB2; b) 5 wt.% TiB2. c) Uniformity of TiB2 particles in the Al2024 matrix in the mixture containing 5 wt.% of ceramic particles. |
3.4 Mechanical properties of Al2024 and Al2024-TiB2 mixtures
Microhardness was measured both in Al2024 and in the reinforced Al2024 samples. Figure 8a is an illustration of the obtained microhardness values for samples built at high scanning speeds (1000 mm/s) where cracks were visible and at low scanning speeds (165 mm/s), in which the crack density was completely reduced or minimized. Although cracks were present in some of the samples, the microhardness was determined to evaluate their resistance to plastic deformation. The microhardness is increased as more reinforced phase is added to Al2024. This applies to both scanning speeds considered. No significant variations in hardness are noticed between the two manufacturing conditions, evidencing that the quantity of TiB2 phase is more relevant to imply hardness. In this sense, the highest hardness is achieved for Al2024 − 10 wt.% TiB2, reaching 128 HV. On the other hand, comparing sound samples, Al2024 and Al2024 with 5 wt.% of TiB2 built at low scanning speeds, the hardness is enhanced in 9.2% when incorporating TiB2 to the matrix, where a hardness value of 123 HV is achieved.
 |
Fig. 8 a) Hardness evolution of Al2024 and reinforced Al2024 at low and high scanning speeds; b) Comparison of the hardness of PBF-LB/M Al2024 and Al2024-TiB2 with that of conventional Al2024. |
4 Discussion
4.1 Effect of processing parameters on the processability
The manufacturing of Al2024 alloy by PBF-LB/M has been seen to be extremely challenging due to its high tendency to cracking and poor printability. Cracks have been observed in all samples built using common parameters (250 W − 400 W laser power and scanning speed > 700 mm/s) (Fig. 4). This behavior is mainly attributed to the wide freezing range of the Al-Cu alloy system [4]. Concretely, the solidification range of Al2024 alloy is around 135 °C [20]. As a result, it influences the liquid permeability and the availability of liquid metal in the later stages of solidification, which is essential for effective filling of cracks [21]. Moreover, as stated by Yang et al. [22] the directional heat dissipation characteristic of the PBF-LB/M process encourages the formation of columnar grains, further increasing susceptibility to cracking.
The drastic reduction in speed to 100 mm/s has resulted in minimal crack formation. However, other types of defects, such as pores reduce the overall quality of the specimens (Fig. 5b). This trend was also observed by Tan et al. [20]. They revealed that cracks were minimized, and their length was reduced when using the lowest tested scanning speeds (600 mm/s) together with high powers (375 W), but these conditions favored the occurrence of pores. The presence of shorter and lower amount of cracks was attributed to the formation of some equiaxed grains in these conditions although the majority of the grains were columnar. They affirmed that the achievement of equiaxed grains and thus, the avoidance of cracks was not viable by means of processing parameters. Sun et al. [13] also indicated that the high cooling rate of the PBF-LB/M process was not sufficient to trigger the columnar to equiaxed transition (CET). In fact, as evidenced later, the use of very low scanning speeds leads to a reduced cracking susceptibility, where the samples show primarily columnar grains and absence of equiaxed grains.
The occurrence of cracks was inevitable for the power range studied at common scanning speeds and no evidence trend was observed as in the research conducted by [21]. Therefore, it can be concluded that the most relevant parameter to reduce the cracking tendency is the scanning speed rather than the power.
Working with negative defocus, which implies that the focal point of the laser beam is inside the surface, lead to samples without cracks, and significantly reduced porosity as seen in Fig. 5c. The defocusing strategy has been also used in other investigations resulting in enhanced internal quality [23]. The reason behind this behavior is that deeper melt pools are generated using defocus strategy, which remelt the cracks by crack healing [24]. The defocus strategy can tailor the penetration ability of the laser, reducing the excess of porosity obtained by the application of high energy densities or reducing the number of defects caused by insufficient laser power [24].
For alloys that have a high solidification range, the two key factors that can control the hot-cracking initiation and propagation in the melt pools are to reduce thermal stresses and the fraction of columnar grains. Thermal stresses can be attained by reducing the cooling rate, while the morphology and size of the grains can be modified towards the obtaining of equiaxed grains using the inoculation approach [20], in this case by adding TiB2 reinforcing phase to the Al2024 matrix. However, similarly to the Al2024 matrix itself, without any ceramic phases, the mere addition of the TiB2 phase does not assure the elimination of cracks, as seen in Figure 6. That is, the use of very slow scanning speeds is required as well. As it is proved later, Al2024 − 10 wt.% TiB2 samples produced at normal scanning speeds exhibit a total equiaxed microstructure, but cracks are also noticed. That is, in the Al2024-TiB2 system the most important fact is to use very low scanning speeds rather than resulting in equiaxed microstructure to guarantee that no cracks will be present. This is in line with other studies where comparable scanning speeds were employed [14,25].
4.2 Effect of the reinforcing phase on the processability
The unreinforced Al2024 alloy has demonstrated a high susceptibility to cracking under standard PBF-LB/M processing conditions. The non-weldability characteristics due to its composition together with the grain morphology inherent to the PBF-LB/M process are the primary cause of cracking. As found in [21], elongated columnar grains are prevalent (Fig. 9a) which cannot accommodate the stresses occurring during the solidification as easily as the equiaxed grains [20]. Thus, these columnar grains provide a prevalent solidification condition that promotes crack initiation and propagation. Apart from the columnar grains, equiaxed grains also coexist in the microstructure, although in smaller quantities. Both the morphology and the size of the resulting grains are coupled with the thermal gradient (G (°C/m)) and the solidification rate (R (m/s)) with the solidification front. While high G/R ratio will result in the formation of columnar grains, equiaxed grains will be formed when the G/R ratio is low. The thermal gradients that occur in PBF-LB/M are particularly high, therefore columnar grains are easily formed. Nevertheless, Tan et al. [20] affirm that the R value can vary across the melt pools, being possible to achieve low G/R ratios in certain regions, leading to the presence of equiaxed grains by the CET transition.
Reducing considerably the scanning speed down to 100 mm/s, in defocused specimens, the absence of cracks was noticed. The microstructure is still mainly composed of columnar grains (Fig. 9b) which is consistent with the statement given by Tan et al. [20] that it is impossible to completely eliminate the columnar grains by means of process parameters modification. However, crack free samples were achieved due to the occurrence of crack healing phenomenon as explained in the previous section. The size of the columnar grains is larger than the grains obtained in the specimens built using standard scanning speeds, caused by lower thermal gradients originating by the lower scanning speed.
When it comes to Al2024-TiB2 mixtures, the reduction in cracking using common processing parameters was insignificant upon increasing the TiB2 content up to 10 wt.% (Fig. 6). Thus, cracks were inevitable regardless of the content of the reinforced phase. Figure 10 shows the microstructures obtained for different TiB2 contents (1 wt.%, 5 wt.% and 10 wt.%). There is a clear trend toward the formation of equiaxed grains as the ceramic phase content in the mixture increases. That is, for low TiB2 content as 1 wt.%, both columnar and equiaxed grains coexist in the microstructure. Increasing the TiB2 content up to 5 wt.% the microstructure drastically changes, where the predominant grain morphology is equiaxed. Further increasing the amount of TiB2 in the mixture (10 wt.%), only equiaxed grains are observable. The average equiaxed grain diameters are 1.43 ± 0.55 μm and 1.50 ± 0.52 μm for additions 5 wt.% and 10 wt.% TiB2, respectively. This size reduction with reinforcing concentration was also observed in [26].
Only reducing the scanning speed to very low values as 165 mm/s can the effect of the TiB2 phase be seen on the cracking susceptibility. A minimum quantity of 5 wt.% of TiB2 is needed to avoid cracks in the samples as adding 2 wt.% of TiB2, crack elimination is not guaranteed (Fig. 7). Attending to the microstructure of the Al2024-TiB2 mixtures with 2 wt.% and 5 wt.% of TiB2 (Fig. 11), columnar and equiaxed grains can be appreciated in both samples. Nevertheless, the equiaxed grains are more abundant in the sample with higher TiB2 content. This aligns with the results obtained by other [13]. In terms of size of the equiaxed grains, in both samples the average value is similar which is around 1.68 ± 0.41 μm. This grain size is slightly lower than that reported in the literature, where a 5 wt.% addition of TiB2 to a comparable matrix was studied [25] probably due to differences in the used processing parameters. They obtained an equivalent grain diameter of 2.5 ± 0.1 μm. Additionally, it is inferred that those equiaxed grains are located in the areas with more TiB2 [16], which are homogeneously distributed, to great extent, as proved in Figure 7c. This means that the uniform location of TiB2 particles in the mixture is maintained during the PBF-LB/M process, despite the Marangoni effect occurring that could restore it.
TiB2 is considered as a powerful grain refiner. According to some authors [27,28], titanium dissolved in the liquid forms a thin layer of Al3Ti on the TiB2 particles which promote the heterogeneous nucleation of α-Al. However, this effect is boosted with solute titanium. That is, TiB2 particles alone have only a moderate nucleation effect for aluminum. In combination with the heterogeneous nucleation, the Zener-pinning effect inhibits the growth of the α-Al grains, by the accumulation of TiB2 particles in the liquid between the growing grains [27]. The generation of the nano-sized Al3Ti layer depends on the reaction condition and on the activity of the TiB2. However, according to other researchers, TiB2 can also refine the grains directly, without any reaction between TiB2 and Al [25]. Wang et al. [14] reported that only a small percentage of TiB2 particles participate in the nucleation process and in the promotion of the CET. To affirm the existence of the Al3Ti layer, advanced characterization techniques are required. The analysis conducted by SEM did not reveal the presence of this layer. Whether the Al3Ti is formed or not, the fully equiaxed microstructures do not guarantee that the samples will not possess cracks (Fig. 10). A sufficient amount of liquid is required for crack filling to occur as detailed previously. For that, very slow scanning speed conditions are needed (Fig. 7b). In fact, the investigations found in the literature where Al-Cu-TiB2 composites are obtained by mechanical mixing, use comparable low scanning speeds [14,25,27].
Figures 12 and 13 illustrate the variation in grain area (in μm2) for grains separated using the 2.4 μm equivalent diameter, d [29–31], threshold for each material, differentiating between fine and coarse grains.
For the unreinforced Al2024 powder samples, both at high (Fig. 12) and low (Fig. 13) laser scanning speeds, grains with d ≥ 2.4 μm exhibit a wide range of areas, significantly larger compared to the TiB2-reinforced samples. These observations are consistent with the results shown in Figure 9. Numerical results for the unreinforced conditions indicate a predominance of columnar grains, although the high-speed processing condition shows a slight presence of equiaxed grains.
In contrast, for the TiB2-reinforced samples, an increase in reinforcement content leads to a reduction in both the area and dispersion of grains with d ≥ 2.4 μm up to 5 wt.%, as well as a tendency towards more equiaxed grains for both, fine and coarse grains, as shown in Figures 10 and 11. This behavior is associated with the CET. Regarding fine grains (d < 2.4 μm), their area also decreases due to the same grain morphology transformation. However, a performance limit of the reinforcement is observed between 5 and 10 wt.% TiB2, beyond which the size of the equiaxed grains no longer decreases significantly.
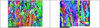 |
Fig. 9 IPF maps of PBF-LB/M Al2024 alloy processed in two different conditions. a) high scanning speed (1100 mm/s), b) very low scanning speed (100 mm/s) and with defocus strategy. |
 |
Fig. 10 IPF maps of PBF-LB/M reinforced Al2024 processed using high scanning speed (1000 mm/s). a) 1 wt.% TiB2, b) 5 wt.% TiB2, c) 10 wt.% TiB2. |
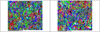 |
Fig. 11 IPF maps of PBF-LB/M reinforced Al2024 processed using very low scanning speed (165 mm/s). a) 2 wt.% TiB2, b) 5 wt.% TiB2. |
 |
Fig. 12 a) Mean area of the fine and coarse grains for unreinforced Al2024 and Al2024-TiB2 mixtures processed at high scanning speeds; b) Magnified section corresponding to the red-outlined region. |
 |
Fig. 13 a) Mean area of the fine and coarse grains for unreinforced Al2024 and Al2024-TiB2 mixtures processed at low scanning speeds; b) Magnified section corresponding to the red-outlined region. |
4.3 The role of TiB2 in the enhancement of mechanical properties
Regardless of the processing conditions, the addition of TiB2 particles leads to hardening, which becomes more pronounced as the amount of these particles increases. One of the strengthening mechanisms behind this behavior is grain refinement strengthening. The incorporation of TiB2 particles, ranging from 1 wt.% to 10 wt.%, into the Al2024 matrix results in a transformation of the grains, primarily from columnar to finer equiaxed grains (Fig. 10). Similarly, considering samples which do not present any cracks, TiB2 (5 wt.%) particles results in an increase in hardness. Its microstructure is composed of a mixture of columnar and fine equiaxed grains (Fig. 11b). The increase in hardness can also be attributed to the Orowan strengthening as TiB2 particles can impede the propagation of dislocations. Additionally, reinforcements contribute to supporting the applied load by directly receiving part of the stress transferred from the matrix giving rise to the load-bearing effect. Therefore, the hardness improvement of the Al2024 matrix by the addition of TiB2 particles is mainly attributed to the grain refinement strengthening, Orowan strengthening and load-bearing effect [13,25,28].
The hardness values achieved are in line with previous research. For instance, the Al2024 alloy has a hardness of 112.6 HV which is comparable to the hardness obtained in [32] (111 HV). Likewise, the Al2024 − 5 wt.% TiB2 composite results in a hardness of 123 HV. This value is equivalent to the material obtained by atomization by Sun et al. [13].
Figure 8b compares the hardness of Al2024 and Al2024 − 5 wt.% TiB2 obtained by PBF-LB with the hardness of the conventional Al2024. The additively obtained materials, Al2024 and Al2024 with 5 wt.% of TiB2 are 40.8% and 53.8%, respectively harder than the as-cast Al2024, which typically shows a hardness between 60 HV and 90 HV [13,32]. Only the wrought Al2024 with T6 heat treatment has a higher hardness (135-145 HV). It is only 13.8% harder compared to Al2024 − 5 wt.% TiB2 [13,32]. Additional tests, such as tensile tests, are required to gain a broader understanding of the mechanical behavior of the analyzed composite material. Moreover, thermal treatments should be applied in order to compare the mechanical properties with those of the wrought material.
5 Conclusion
In this work, dense Al2024 and Al2024-TiB2 samples have been achieved by PBF-LB/M process. The effect of the processing parameters and the reinforcing phase in the cracking susceptibility has been deeply studied. The following key conclusions have been reached:
Al2024 and TiB2 mixing conditions have been established for mixtures containing up to 10 wt.% of reinforcing phase. Homogeneous mixtures have been obtained with an even distribution of TiB2 within the matrix, minimizing TiB2 agglomerations and avoiding morphology modifications of the original Al2024 spherical particles.
Crack-free Al2024 alloy and Al2024-TiB2 composites have been successfully produced by PBF-LB/M with densities close to 99.9%. The minimum reinforcement phase required to avoid cracks is 5 wt.%. Higher values are not recommended due to flowability issues, which is worsened caused by the small size and irregular shape of TiB2 particles.
Processable samples cannot be attained using only the inoculation strategy. The processing parameters, especially the scanning speed, has been demonstrated to be the most relevant to avoid cracks. The crack healing effect only occurs when there exists enough liquid to fill the cracks. This condition is met with very slow scanning speeds (around 165 mm/s).
TiB2 particles provoke the columnar to equiaxed transition (CET) and are effective in refining the α-Al grains through the heterogeneous nucleation and Zener-pinning effect. Nevertheless, this is not a sufficient condition to prevent cracking. Low scanning speeds are required.
TiB2 particles are effective strengtheners of the Al2024 matrix. Grain refinement, Orowan and load bearing are the main strengthening mechanisms. The additively manufactured materials show superior hardness compared to the as-cast Al2024. The hardness of Al2024 produced by PBF-LB/M is 40.8% higher than the as-cast alloy, whereas the Al2024 − 5 wt.% TiB2 surpasses its hardness in 53.8%. Only the conventional wrought Al2024-T6 alloy is harder than Al2024 − 5 wt.% TiB2 fabricated by PBF-LB/M, specifically 13.8% harder. The composite material would require the application of a heat treatment to further increase its hardness.
Funding
This research was funded by the CDTI and the European Union-NextGenerationEu and supported by the Ministerio de Ciencia e Innovación within the project “MADISON-MANUFACTURA ADITIVA, DIGITALIZACIÓN Y SOSTENIBILIDAD”, approved within the framework of the call “Programa Cervera para Centros Tecnológicos 2023” with Grant Agreement EXP-00263686/CER-20231012.
Conflicts of interest
The authors have nothing to disclose.
Data availability statement
The research data presented in this study are available on request from the corresponding author.
Author contribution statement
Conceptualization, R.G., M.S.S. and A.M.M.; Methodology, R.G., A.P., M.S.S. and A.M.M.; Validation, R.G.; Investigation, R.G., A.P. and A.M.M.; Writing—Original Draft Preparation, R.G. and A.M.M; Writing—Review & Editing, M.S.S.; Visualization, R.G. and A.M.M; Supervision, M.S.S. and A.M.M; Project Administration, M.S.S.; Funding Acquisition, M.S.S.
References
- S. Majumdar, A. Sinha, A. Das et al., An insight view of evolution of advanced aluminum alloy for aerospace and automotive industry: current status and future prospects, J. Inst. Eng. India Ser. D, 105, 1–17 (2024) [Google Scholar]
- S.S. Li, X. Yue, Q.Y. Li et al., Development and applications of aluminum alloys for aerospace industry, J. Mater. Res. Technol. 27, 944 (2023) [Google Scholar]
- A.C.U. Rao, V. Vasu, M. Govindaraju et al., Stress corrosion cracking behavior of 7xxx aluminum alloys: a literature review, Trans. Nonferrous Met. Soc. China 26, 1447 (2016) [Google Scholar]
- M.S.K.K.Y. Nartu, P. Agrawal, Additive manufacturing of metal matrix composites, Mater. Des. 252, 113609 (2025) [Google Scholar]
- C. Monti, M. Turani, K. Papis et al., A new Al-Cu alloy for LPBF developed via ultrasonic atomization, Mater. Des. 229, 111907 (2023) [Google Scholar]
- M. Genc. P. Eloi, J.J. Blandin et al., Optimization of the strength vs. conductivity trade-off in an aluminium alloy designed for laser powder bed fusion, Mater. Sci. Eng. A 858, 144139 (2022) [Google Scholar]
- A. Martin, M. Vilanova, E. Gil et al., Influence of the Zr content on the processability of a high strength Al-Zn-Mg-Cu-Zr alloy by laser powder bed fusion, Mater. Charact. 183, 111650 (2022) [Google Scholar]
- G. Li, S.D. Jadhav, A. Martín et al., Investigation of solidification and precipitation behavior of Si-modified 7075 aluminum alloy fabricated by laser-based powder bed fusion, Metall. Mater. Trans. A 52, 194 (2021) [Google Scholar]
- S. Rangrej, S. Pandya, J. Menghani, Effects of reinforcement additions on properties of aluminium matrix composites − a review, Mater. Today Proc. 44, 637 (2021) [Google Scholar]
- Z. Wang, L. Zhuo, E. Yin et al., Microstructure evolution and properties of nanoparticulate SiC modified AlSi10Mg alloys, Mater. Sci. Eng. A 808, 140864 (2021) [Google Scholar]
- X. Sun, S. Zou, F. Wang et al., Role of TiC on the microstructure, tensile property and thermal stability of laser powder bed fusion fabricated AlSi10Mg alloy, Mater. Sci. Eng. A 915, 147182 (2024) [Google Scholar]
- X. Wen, Q. Wang, Q. Mu et al., Laser solid forming additive manufacturing TiB2 reinforced 2024Al composite: microstructure and mechanical properties, Mater. Sci. Eng A 745, 319 (2019) [Google Scholar]
- T. Sun, H. Wang, Z. Gao et al., The role of in-situ nano-TiB2 particles in improving the printability of noncastable 2024Al alloy, Mater. Res. Lett. 10, 656 (2022) [Google Scholar]
- Q. Z. Wang, X. Lin, N. Kang et al., Effect of laser additive manufacturing on the microstructure and mechanical properties of TiB2 reinforced Al-Cu matrix composite, Mater. Sci. Eng. A 840, 142950 (2022) [Google Scholar]
- D. Dey, A. Biswas, Comparative study of physical, mechanical and tribological properties of Al2024 alloy and SiC-TiB2 composites, Silicon. 13, 1895 (2021) [Google Scholar]
- Z. Liang, J. Qi, K.G. Prashanth et al., Microstructure and mechanical properties of TiB2/Al-5Cu composites fabricated by multi-material laser powder bed fusion, Opt. Laser Technol. 181, 111922 (2025) [Google Scholar]
- V. Ndou, O.O. Ayodele, B.J. Babalola et al., Investigating the effect of ceramic-reinforcements on aluminum matrix fabricated by pulsed electric current sintering, Mater. Today Proc. 62, S189 (2022) [Google Scholar]
- N. Kekana, M.B. Shongwe, K. Mpofu et al., Characterization of aluminium-based alloy starting powders morphology for the synthesis of rail components through selective laser melting, Procedia CIRP. 120, 1564 (2023) [Google Scholar]
- M. Marigo, M. Davies, T. Leadbeater et al., Application of positron emission particle tracking (PEPT) to validate a discrete element method (DEM) model of granular flow and mixing in the Turbula mixer, Int. J. Pharm. 446, 46 (2013) [Google Scholar]
- Q. Tan, Y. Liu, Z. Fan et al., Effect of processing parameters on the densification of an additively manufactured 2024 Al alloy, J. Mater. Sci. Technol. 58, 34 (2020) [Google Scholar]
- M. Kumar, G.J. Gibbons, A. Das et al., Additive manufacturing of aluminium alloy 2024 by laser powder bed fusion: microstructural evolution, defects and mechanical properties, Rapid Prototyp. J. 27, 1388 (2021) [Google Scholar]
- H. Yang, J. Sha, D. Zhao et al., Defects control of aluminum alloys and their composites fabricated via laser powder bed fusion: a review, J. Mater. Process. Technol. 319, 118064 (2023) [Google Scholar]
- W.Y.J. Jian, C.W. Cheng, W.C. Chang et al., Fabrication of crack-free Nd-Fe-B magnets with laser powder bed fusion, Materialia. 21, 101351 (2022) [Google Scholar]
- Y.W. Guo, W. Wei, W. Shi et al., Selective laser melting of Er modified AlSi7Mg alloy: Effect of processing parameters on forming quality, microstructure and mechanical properties, Mater. Sci. Eng. A 842, 143085 (2022) [Google Scholar]
- P. Wang, C. Gammer, F. Brenne et al., A heat treatable TiB2/Al-3. 5Cu-1.5Mg-1Si composite fabricated by selective laser melting: microstructure, heat treatment and mechanical properties, Compos. Part B Eng. 147, 162 (2018) [Google Scholar]
- J. Zhang, J. Gao, S. Yang et al., Breaking the strength-ductility trade-off in additively manufactured aluminum alloys through grain structure control by duplex nucleation, J. Mater. Sci. Technol. 152, 201 (2023) [Google Scholar]
- P. Mair, L. Kaserer, J. Braun et al., Microstructure and mechanical properties of a TiB2-modified Al-Cu alloy processed by laser powder-bed fusion, Mater. Sci. Eng. A 799, 140209 (2021) [Google Scholar]
- T. Sun, J. Chen, Y. Wu et al., Achieving excellent strength of the LPBF additively manufactured Al-Cu-Mg composite via in-situ mixing TiB2 and solution treatment, Mater. Sci. Eng. A 850, 143531 (2022) [Google Scholar]
- R. Gómez, J. Aranzabe, F. Garciandia et al., Investigation of the impact of process parameters and thermal treatments on mechanical properties and microstructure of ScanCromAl ® manufactured via powder bed fusion laser beam process, J. Mater. Res. Technol. 33, 1961 (2024) [Google Scholar]
- M. Bärtl, X. Xiao, J. Brillo et al., Influence of surface tension and evaporation on melt dynamics of aluminum alloys for laser powder bed fusion, J. Mater. Eng. Perform. 31, 6221 (2022) [Google Scholar]
- A.B. Spierings, K. Dawson, T. Heeling et al., Microstructural features of Sc- and Zr-modified Al-Mg alloys processed by selective laser melting, Mater. Des. 115, 52 (2017) [Google Scholar]
- H. Zhang, H. Zhu, T. Qi et al., Selective laser melting of high strength Al-Cu-Mg alloys: processing, microstructure and mechanical properties, Mater. Sci. Eng. A 656, 47 (2016) [Google Scholar]
Cite this article as: Raúl Gomez, Álvaro Pérez, Maria San Sebastian, Ane Miren Mancisidor, Development of Al2024-TiB2 powder mixtures processable by PBF-LB/M for high demanding applications, Metall. Res. Technol. 122, 603 (2025), https://doi.org/10.1051/metal/2025078
All Figures
|
Fig. 1 SEM micrographs of a) Al2024 powder and b) TiB2 reinforcement. |
| In the text | |
|
Fig. 2 EDS elemental mapping of Al2024-TiB2 powder mixtures (100 g) obtained in different mixture conditions. a) 1 wt.% TiB2; 23 rpm and 0.5 h; b) 5 wt.% TiB2; 23 rpm and 0.5 h; c) 5 wt.% TiB2; 23 rpm and 1 h. |
| In the text | |
|
Fig. 3 EDS elemental mapping of Al2024-TiB2 powder mixtures (350 g) obtained in different mixture conditions. a) 1 wt.% TiB2; 23 rpm, 0.5 h; b) 5 wt.% TiB2; 101 rpm, 0.5 h + 49 rpm, 2 h. |
| In the text | |
|
Fig. 4 Al2024 samples built by PBF-LB/M. a) 370 W, 1100 mm/s, 59 J/mm3; b) 250 W, 900 mm/s, 116 J/mm3; c) 400 W, 700 mm/s, 159 J/mm3. |
| In the text | |
|
Fig. 5 Al2024 samples built at very low scanning speed. a) 200 W, 100 mm/s, 667 J/mm3; b) 250 W, 100 mm/s, 833 J/mm3; c) Defocus strategy. |
| In the text | |
|
Fig. 6 Al2024-TiB2 samples processed at 1000 mm/s, micrographs and crack densities. a) 1 wt.% TiB2; b) 5 wt.% TiB2; c) 10 wt.% TiB2. |
| In the text | |
|
Fig. 7 Al2024-TiB2 samples processed at very low speed (165 mm/s). a) 2 wt.% TiB2; b) 5 wt.% TiB2. c) Uniformity of TiB2 particles in the Al2024 matrix in the mixture containing 5 wt.% of ceramic particles. |
| In the text | |
|
Fig. 8 a) Hardness evolution of Al2024 and reinforced Al2024 at low and high scanning speeds; b) Comparison of the hardness of PBF-LB/M Al2024 and Al2024-TiB2 with that of conventional Al2024. |
| In the text | |
|
Fig. 9 IPF maps of PBF-LB/M Al2024 alloy processed in two different conditions. a) high scanning speed (1100 mm/s), b) very low scanning speed (100 mm/s) and with defocus strategy. |
| In the text | |
|
Fig. 10 IPF maps of PBF-LB/M reinforced Al2024 processed using high scanning speed (1000 mm/s). a) 1 wt.% TiB2, b) 5 wt.% TiB2, c) 10 wt.% TiB2. |
| In the text | |
|
Fig. 11 IPF maps of PBF-LB/M reinforced Al2024 processed using very low scanning speed (165 mm/s). a) 2 wt.% TiB2, b) 5 wt.% TiB2. |
| In the text | |
|
Fig. 12 a) Mean area of the fine and coarse grains for unreinforced Al2024 and Al2024-TiB2 mixtures processed at high scanning speeds; b) Magnified section corresponding to the red-outlined region. |
| In the text | |
|
Fig. 13 a) Mean area of the fine and coarse grains for unreinforced Al2024 and Al2024-TiB2 mixtures processed at low scanning speeds; b) Magnified section corresponding to the red-outlined region. |
| In the text | |
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.