| Issue |
Metall. Res. Technol.
Volume 115, Number 5, 2018
|
|
|---|---|---|
| Article Number | 506 | |
| Number of page(s) | 12 | |
| DOI | https://doi.org/10.1051/metal/2018025 | |
| Published online | 23 October 2018 | |
Regular Article
Macrosegregation behavior of solute Cu in the solidifying Al-Cu alloys in super-gravity field
1
State Key Laboratory of Advanced Metallurgy, University of Science and Technology Beijing,
Beijing
100083, PR China
2
School of Metallurgical and Ecological Engineering, University of Science and Technology Beijing,
Beijing
100083, PR China
* e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.
Received:
5
May
2017
Accepted:
16
March
2018
Abstract
In this research, super gravity field was introduced to investigate the macrosegregation behavior of solute Cu in Al-Cu alloys in super gravity field systematically. And the macrosegregation mechanism was also explored by well-designed experiments. When Al-Cu alloys were solidified in super gravity field, the macrosegregation of solute Cu was generated and the solute Cu increases along the direction of super gravity field. The macrosegregation becomes severer with the increasing gravity coefficient and the solute content. When the Al-4.5wt%Cu alloy was solidified in super gravity field of G = 800, the copper content at the bottom position increases up to 8.48 wt% and that at the up position decreases to only 2.58 wt%, resulting in the positive segregation at the bottom and the negative segregation at the top of the sample. The segregation mechanisms are that solute-rich regions, which have a larger density than the main liquid, sediment toward the bottom of the sample under the effect of super gravity, and at the final solidification stage, super gravity can drive the residual solute-rich liquid to flow toward the bottom of the sample along the dendrite space (channel), which formed the super gravity channel segregation.
Key words: super gravity / macrosegregation / solute Cu / Al-Cu alloys
© EDP Sciences, 2018
1 Introduction
As one of the external physical fields, super gravity field has presented great advantage at the fabrication of functionally graded materials [1–3], metal purification [4–6] and recovery of valuable resources [7–9] using its great intensification effect of relative movement [10]. A number of researches have investigated the solidification structure evolution of metals in super gravity field [11–15]. However, the segregation phenomenon of solute element was also found and it is unavoidable in centrifugal casting process. It is well-known that segregation of solute element is one of the major defects in castings, which can seriously deteriorate the mechanical properties of castings. However, the research specific to segregation behavior in super gravity field is rather lacking.
Watanabe et al. [16] found that the copper content at the inner surface was higher than that at the outer surface of the casting when they studied the Al-Al2Cu FGM by centrifugal method. They believe that the gradient copper content is caused by the movement of α-Al crystals driven by centrifugal force. However, in another research by Yoshimi Watanabe et al. [17], they found the opposite experimental result that the Cu content at the inner surface was less than that at the outer surface of the hypoeutectic Al-20wt%Cu ring when they studied the functionally graded materials by a centrifugal in situ method. Fu et al. [18] studied the segregation mechanism in centrifugal cast high speed steel rolls. They found that the content of element whose density was greater than the molten steel (such as W and Mo) increased toward the outer surface of the ring. In contrast, the content of element whose density was lower than the molten steel (such as V and C) decreased. They highlighted that atom clusters were formed in the melt and these atom clusters have different densities with the main melt. Under the action of centrifugal force, the atom clusters migrated directionally, causing the macrosegregation. However, the atom clusters are too small in size (nanoscale), the macrosegregation caused by the movement of the atom clusters is not convincing although in their centrifugal field. Zhao et al. [19] believed that solute-rich regions existed in the solidifying melt. The solute-rich liquid migrated directionally under the effect of super gravity, resulting in the macrosegregation. Therefore, the segregation behavior of solute elements in super gravity field remains confusing and the segregation mechanism in super gravity field is not clear indeed. As the segregation is always macro-scale in super gravity field and the subsequent heat treatment process can do little improvement, the segregation caused by super gravity is more detrimental. What can be done is to control it as far as possible during the casting stage. Hence, a good understanding and a systematic investigation specific to macrosegregation behavior and the mechanism in super gravity field are urgently needed.
Given two facts that firstly, channel segregation exists due to the shrinkage force of the volume contraction in the solidifying castings, and secondly, the liquid flow can be greatly intensified in super gravity field, it is considered in the present research that super gravity can drive the remaining liquid to flow through the dendrite space (channel) at the final solidification stage. However, this channel flowing behavior in super gravity (centrifugal force) field has never been reported previously.
In this paper, the macrosegregation behavior of solute Cu in the solidifying Al-Cu alloys was systematically studied in super gravity field with varying gravity coefficients and solute contents. And then the macrosegregation mechanism was also investigated experimentally by applying super gravity field at different solidifying stages. In addition, the density variation of the remaining liquid during the entire solidifying process was also discussed.
2 Experimental procedures
2.1 Super gravity apparatus
In this work, the super gravity field can be generated by the centrifugal rotation of the super gravity apparatus. The schematic representation of the system is shown in Figure 1 [4]. The temperature was controlled by a program controller, which can obtain the precision range of ±3 °C with an R-type thermocouple.
The gravity coefficient, which can evaluate the super gravity field, is calculated as the ratio of centrifugal acceleration to the normal-gravitational acceleration via equation (1).
 (1)
where G is the gravity coefficient; ω is the rotational angular velocity, rad · s−1; N is rotating speed, r · minute−1; R is the distance between the rotation center and the sample, 0.25 m; g is the normal gravity acceleration, 9.8 m · s−2.
(1)
where G is the gravity coefficient; ω is the rotational angular velocity, rad · s−1; N is rotating speed, r · minute−1; R is the distance between the rotation center and the sample, 0.25 m; g is the normal gravity acceleration, 9.8 m · s−2.
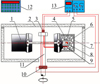 |
Fig. 1 Schematic diagram of experimental super gravity apparatus [4]: 1, counterpart; 2, housing; 3, thermal couple conductive slip ring; 4, thermal insulation materials; 5, resistance wire; 6, furnace tube; 7, furnace shell; 8, sample; 9, thermal couple; 10, conductive slip ring; 11, rotation axis; 12, rotation controller; 13, temperature controller. |
2.2 Materials preparation and experiments
The Al-Cu alloys were manufactured from pure Al (99.99 wt%) and pure Cu (99.99 wt%). Pure Al and specific mass of pure Cu were put into an alumina crucible, and it was placed in a molybdenum wire furnace to be heated to 800 °C with argon gas protection. Then the temperature was preserved at 800 °C for 1 hour. During the holding period, the liquid melt was stirred four times to keep the uniform composition. After that, the molten metal was water sprayed to acquire the base metal for super-gravity experiments.
In the super-gravity experiment, the master alloy (48 g) and covering slag (5 g) were put into a graphite crucible with an inner diameter of 21 mm, then placed into the heating furnace of the super gravity apparatus to be heated to 750 °C. After temperature holding at 750 °C for 10 minutes, the temperature was controlled at a decreasing rate of 10 °C /min. And when the temperature reached the liquidus, the centrifugal apparatus was started to implement super-gravity treatment. When the temperature fell to a specific temperature, which was 50 °C lower than the solidus, assuring a complete solid sample, shut off the centrifugal apparatus. Then the sample was water quenched to maintain the as-cast structure. Simultaneously, we also obtained a sample in normal gravity field under the same cooling rate, which was served as the parallel sample. The melt was protected from oxidation by covering slag (a mixture of 45 wt% sodium chloride and 55 wt% potassium chloride) during the experiments.
The samples obtained after super gravity treatment were centrally sectioned longitudinally into two parts, one of which was burnished and polished for microscope observation. The microstructure was examined by a scanning electron microscope-energy dispersive spectroscope (SEM-EDS, MLA250) at different positions in the casting according to Figure 2 and the area fraction of the eutectic phase was measured by Image-pro plus 6.0 software. The mass pct values of copper at different positions were detected on the other part of the sample by inductively coupled plasma-optical emission spectrometer (ICP-OES, OPTIMA7000DV).
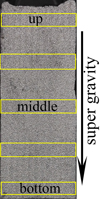 |
Fig. 2 Position divisions for microstructure observation. |
3 Results
3.1 Microstructures in normal gravity and super-gravity field
The microstructures of Al-4.5wt%Cu alloy at different positions of the samples in normal gravity and super gravity fields are shown in Figure 3. The EDS results in Figure 4 illustrate that the white phase in Figure 3 is the eutectic phase (Al2Cu + α-Al) and the gray phase is composed of α-Al matrix, which coincides with the phase diagram. From Figure 3(a)–(c), it can be observed that in normal gravity field, the eutectic phase is discontinuously net-like and presents evenly at the three positions of the sample, which demonstrates that no macrosegregation of solute Cu was generated in normal gravity field. While in super gravity field of G = 300, the eutectic phase at the up area decreases and that at the bottom area increases obviously compared with that in normal gravity field as shown in Figure 3(d)–(f), which demonstrates that macrosegregation of solute Cu was generated in super gravity field with the positive segregation at the bottom area and the negative segregation at the up area of the sample. With gravity coefficient increasing up to G = 800, as shown in Figure 3(g)–(i), only very few eutectic phase is distributed sporadically at the up position, while at the bottom position, the eutectic phase is further increased, indicating a severer macrosegregation of solute Cu.
The area fractions of eutectic phase at different positions of samples obtained by various gravity fields are summarized in Figure 5. In normal gravity field, the curve is nearly horizontal, revealing that no macrosegregation of solute Cu occurred in normal gravity field. With the increasing gravity coefficient, the curve becomes steeper, which indicates that the solute Cu was more segregated toward the bottom of the sample with the increasing super-gravity field.
Figure 6 shows the copper content at different positions of the Al-4.5wt%Cu samples obtained in normal gravity field and super gravity field. It can be known that the copper content at the up, middle and bottom positions of the sample are 4.41 wt%, 4.45 wt% and 4.46 wt%, respectively, which are almost the same, illustrating no macrosegregation in the sample along the gravity direction in normal gravity field. While in super gravity field of G = 800, the copper content at the up and middle positions decreases to only 2.58 wt% and 3.64 wt%, respectively, and that at the bottom of the sample increases up to 8.48 wt%. The variation of copper content is consistent with the microstructures in Figure 4 and the area fractions in Figure 5.
 |
Fig. 3 Microstructures at different positions of Al-4.5wt%Cu samples in normal gravity field and super gravity field. |
 |
Fig. 4 Energy spectrum of the samples. |
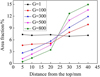 |
Fig. 5 Area fraction of eutectic phase at different positions of the sample in normal gravity and super-gravity field. |
 |
Fig. 6 The copper content at different positions of the Al-4.5wt%Cu samples obtained in normal gravity field and super gravity field of G = 800. |
3.2 Microstructures of Al-Cu alloys with varying solute content
Aiming at studying the effect of solute Cu concentration on the macrosegregation behavior in super-gravity field, experiments were carried out with Al-Cu alloys containing four varying solute Cu concentrations (the mass fraction of Cu were 4.5, 8, 11, and 15, respectively). Figure 7 displays the microstructures at different positions of the as-cast Al-Cu alloys in normal gravity field. As can be found that for each solute Cu concentration, the eutectic phase is distributed uniformly at the three areas of the sample. This illustrates that no macrosegregation of solute Cu was generated for all the Al-Cu alloys in normal gravity field. When in super-gravity field of G = 800 shown in Figure 8, with the increasing solute Cu concentration, more and more eutectic phase is distributed toward the bottom of the sample. Especially when Cu concentration is up to 15 wt%, the eutectic phase at the bottom of the sample occupies the most area. This demonstrates that the macrosegregation of solute Cu becomes severer with the increasing solute Cu concentration in super-gravity field.
The area fraction of eutectic phase at different positions of the samples obtained in normal gravity field and super-gravity field is summarized in Figure 9. All the distribution curves are horizontal in normal gravity field. While in super gravity field, the distribution curves become steeper with the increasing Cu concentration, illustrating that the macrosegregation is becoming severer with the increasing solute content, which agrees with the microstructures in Figures 7 and 8.
The copper content at different positions of the samples obtained in normal gravity field and super gravity field is displayed in Figure 10. As shown in Figure 10(a) that in normal gravity field, the copper content at the three positions are almost the same for all the Al-Cu samples, which is consistent with the distribution of eutectic phase in Figure 9(a). While in super gravity field of G = 800, the copper content at the up and middle positions decreases to 2.58 wt%, 4.61 wt%, 7.14 wt% and 8.76 wt%, and that at the bottom position increases up to 8.48 wt%, 17.64 wt%, 25.34 wt% and 30.56 wt% for Al-4.5wt%Cu, Al-8wt%Cu, Al-11wt%Cu and Al-15wt%Cu samples, respectively, which matches with the distribution of eutectic phase in Figure 9(b).
Simultaneously, a layered structure was found at the bottom of the samples for Al-8wt%Cu, Al-11wt%Cu and Al-15wt%Cu alloys after super-gravity treatment of G = 800 as shown in Figure 11 under different magnifications. It is a mixture of eutectic phase and the primary α-Al above the interface, and is only the eutectic phase below the interface. This indicates a more serious macrosegregation.
 |
Fig. 7 Microstructures at different positions of as-cast Al-Cu samples with various solute Cu content in normal gravity field. |
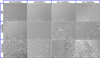 |
Fig. 8 Microstructures at different positions of as-cast Al-Cu samples with various solute Cu content in super gravity field. |
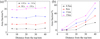 |
Fig. 9 Area fraction of eutectic phase at different positions of the samples containing varying solute Cu in normal gravity and super-gravity fields: (a) G = 1, (b) G = 800. |
 |
Fig. 10 Copper content at different positions of the samples containing varying solute Cu in normal gravity and super-gravity fields: (a) G = 1, (b) G = 800. |
 |
Fig. 11 Layered-structure at the bottom of the Al-8wt%Cu, Al-11wt%Cu and Al-15wt%Cu samples after super gravity treatment of G = 800 under different magnifications: (a) 40×, (b) 500×. |
3.3 Microstructures in Al-8wt%Cu alloy with applying super gravity at different solidification stages
With the purpose of exploring the macrosegregation mechanism of solute Cu in super gravity field, experiments were implemented with super-gravity treatment of G = 800 at different solidifying stages of Al-8wt%Cu alloy on the basis of the calculated solidification process via Thermo-Calc software shown in Figure 12.
It can be found in Figure 13(a stage) and Figure 14(i stage) that when super-gravity field was applied at the high temperature liquid stage and the completely solid alloy, the eutectic phase is uniformly distributed at the three areas of the sample. This demonstrates that macrosegregation of solute Cu cannot be generated with super-gravity treatment at the liquid and solid alloys.
From Figure 13(b stage) through (e stage), it can be seen that more and more eutectic phase is distributed to the bottom of the samples with prolonging the super-gravity application. This demonstrates that the macrosegregation of solute Cu appears when just applying super-gravity field at the early solidifying stage and it becomes more serious with prolonging the super-gravity application.
From Figure 14(f stage) through (h stage), it can be found that the eutectic phase always increases with the position approaching the bottom of the sample. However, the difference between the up area and the bottom area is gradually decreasing with delaying the start application of the super-gravity. This demonstrates that macrosegregation becomes gradually lightened with shortening the super-gravity treatment, and when the super-gravity field was just applied at the final solidifying stage, the macrosegregation was also generated.
Simultaneously, the layered structure, as shown in Figure 15 under different magnifications, was also found at the bottom of the samples when super-gravity was applied at (e), (f), (g) and (h) stages marked in Figure 12. It is a mixture of eutectic phase and the primary α-Al above the interface, and is only the eutectic phase below the interface. This stratification also indicates a very severe macrosegregation, which is more serious than that with super gravity treatment at the early solidifying stage.
 |
Fig. 12 The solid fraction change of Al-8wt%Cu alloy calculated via Thermal-Calc software. |
 |
Fig. 13 Microstructures of Al-8wt%Cu alloy at different positions of the sample obtained with applying super-gravity field at different solidifying stages marked in Figure 12. |
 |
Fig. 14 Microstructures of Al-8wt%Cu alloy at different positions of the sample obtained with applying super-gravity field at different solidifying stages marked in Figure 12. |
 |
Fig. 15 The layered-structure of Al-8wt%Cu alloy at the bottom of the sample when super-gravity was applied at (e), (f), (g) and (h) stages marked in Figure 12 under different magnifications: (a) 40×, (b) 500×. |
4 Discussion
4.1 Density variations of liquid phase during solidifying process
It has been strongly proved that the most prominent characteristic of super-gravity field is a fact that the relative motion between solid-liquid, gas-liquid and liquid-liquid can be extremely promoted if there is density contrast [10,20]. Therefore, the macrosegregation behavior of solute Cu in super gravity field is sensitive to the density variation of the liquid.
Figure 16 shows the calculated density variation of the liquid phase in the entire solidifying process by Jmatpro 7.0 software. It can be seen that before the start of solidification, the density of the liquid increases slowly with the decreasing temperature. While with the proceeding solidification, the density of the remaining liquid increases rapidly as a result of the decreasing temperature and the enrichment of solute Cu [21]. Thereinto, the enrichment of solute Cu plays the main role in the increasing density of liquid. This is because the solute Cu will be rapidly enriched in the remaining liquid due to the small partition coefficient [22,23]. The density of Cu at room temperature (8.9 g cm−3) is much larger than that of Al (2.7 g cm−3). As a result, the density of the remaining liquid increases rapidly along with the solidifying process.
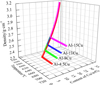 |
Fig. 16 Density change of Al-Cu alloys with different solute Cu contents in the solidification process. |
4.2 Gravity segregation mechanism
Researches [24–26] reported that the melt contains many atom clusters and the number of atom clusters would increase with the decreasing temperature of the melt. These atom clusters have different densities with the main melt. In addition, references [18,24,27] also pointed out that the atom clusters are nanoscale, for example, the mean size of Au clusters is 4 nm [27] in the Cu-Au system, the clusters is 1.35–1.85 nm in the Cu3Au melt at 400–500 K [18] and the Cu atoms formed fcc-Cu clusters approximately 5 nm prior to the crystallization reaction [28]. Hence, it is known that the atom clusters in the melt are too small in size.
According to Stokes’ law [1], the motion equation of a solid particle in the liquid can be expressed as follows:
 (2)
where ρp and ρl are the densities of the solid particle and the liquid (kg m−3), η is the viscosity of the liquid (Pa s), d is the diameter of the solid particle (m), r is the displacement of the solid particle (m).
(2)
where ρp and ρl are the densities of the solid particle and the liquid (kg m−3), η is the viscosity of the liquid (Pa s), d is the diameter of the solid particle (m), r is the displacement of the solid particle (m).
The moving velocity in equilibrium can be expressed as follows:
 (3)
(3)
Then the moving distance can be expressed as follows:
 (4)
where t is the operation time (s).
(4)
where t is the operation time (s).
It can be known from equation (4) that the moving velocity is in direct proportion to the gravity coefficient and in inverse proportion to the viscosity of the melt. Under the assumption that atom clusters composed of copper element exist and are stable in the melt, if substituting the d = 1 nm, ρl = 2.3 × 103 kg/m3, ρp = 8.0 × 103 kg/m3, η = 1 × 10−3 Pa · s, G = 1000, g = 9.8 N/s2, t = 10 min into equation (4), the theoretical moving distance of a Cu-atom clusters is obtained as follows:
Consequently, it can be known that the Cu-atom clusters can only move 1.862 µm though the gravity coefficient is as large as 1000. This is rather a small distance, which cannot result in severe macrosegregation phenomenon. Besides, as the cluster size is too small, they are also influenced by the irregular Brownian force, which can weaken the effect of super gravity on the atom clusters. Moreover, the result was obtained under the assumption that the clusters were stable. However, the atom clusters are rather unstable in the high-temperature melt actually and they are forming and resolving all the way. So, in this research, it is believed that the atom cluster mechanism does not play the leading role. For the effect of solid movement on the macrosegregation, our previous study [11] analyzed the crystal’s moving behavior in super gravity field: for low-concentrated Al-Cu alloys, the solid settled down, which should result in negative segregation at the bottom of the sample, and for high-concentrated Al-Cu alloys, the solid floated upward, which should result in positive segregation at the bottom of the sample. However, according to the present experimental results, the solute Cu always segregated toward the bottom of the sample for all the Al-Cu alloys. This cannot be explained by the solid movement mechanism. So, the solid movement is not the main reason to the macrosegregation either.
Fleming [21,28] reported the classical gravity-caused convection, meaning that liquid of variable density can be an important cause of macrosegregation. Watanabe et al. [16] noted that the Al and Cu rich regions in the melt will promote the formation of chemical compositional gradient due to the density difference in hypoeutectic Al-20wt%Cu alloys by centrifugal casting. Further in recent years, Zhao [19] studied the removal of low content impurities of Fe and Si from Al melt by super-gravity, and they determined that Fe and Si concentrations at the ahead of solidification would be greater than that in main liquid. The concentration difference results in a simultaneous difference in density. Then under the action of super gravity, the Fe- and Si-rich liquid would migrate along the direction of super gravity, obtaining the removal of impurities. Li et al. [29] reported that the channel segregation was substantially attributed to the thermosolutal buoyancy force due to the density contrast between the solute-enriched liquid and the bulk liquid in their study about the channel segregation in large steel ingot. To sum up, the partial concentration difference will result in density difference of partial liquid, which further causes the buoyancy convection under the gravity force. In super gravity field, this buoyancy convection can be strengthened. In terms of the present study, as can be seen in Figure 16 that the density of the liquid increases with the solute content. Therefore, the partial Cu-rich liquid has a larger density than the main melt. Under the effect of super gravity, the solute Cu-rich liquid will settle down obviously, causing severe positive segregation at the bottom of the sample. While in normal gravity field, due to the viscosity of the melt, the solute-rich liquid can hardly move. So there is no macrosegregation in normal gravity field. Compared with the atom clusters, the solute-rich regions are macroscale in size, as a result of which, the sedimentation can be obvious. Although the solute-rich regions are also unstable, and they are changing in size and concentration all the way, they will sediment as long as they appear.
The gravity segregation here can be also termed the “super gravity segregation” as it is greatly intensified in super gravity field [19], and it can be schematically shown in Figure 17(a). The partial liquid, which is more enriched of solute Cu, has a larger density than that of the bulk liquid. Under the effect of super gravity, this liquid would migrate toward the bottom of the casting, resulting in the macrosegregation. With the decreasing temperature, more solute Cu is enriched into liquid due to the small partition coefficient, then more solute-rich regions are formed in the melt and these regions are more enriched in solute. Consequently, the macrosegregation are getting more serious with the proceeding solidification. Similarly, with the increasing solute content, more solute-rich regions are also formed in the melt. Under the effect of super gravity, more solute Cu is segregated to the bottom of the sample, resulting in a severer macrosegregation.
 |
Fig. 17 Schematic diagram of gravity segregation and channel segregation mechanisms in super gravity field. |
4.3 Channel segregation mechanism
Currently, macrosegregation is caused by three universal reasons: the buoyancy convection of liquid with different densities, also named gravity segregation, the movement of grains, and the interdendritic flow of liquid, also termed the channel segregation. In convectional casting process, the driving force of the channel segregation is usually the shrinkage force of the volume contraction [29] and the channel segregation phenomenon was also found in magnetic field [30].
In this research, macrosegregation phenomenon was also found when only applying super gravity field at the final solidifying stage as shown in Figure 14. Moreover, according to the experimental results in Figures 11 and 15, the layered structure would not appear if losing super gravity treatment at the final solidifying stage, meaning that the layered structure was generated at the final solidifying stage. Considering that evidences have been provided in our previous researches that super gravity can promote the liquid flow in the porous media [4,6], therefore, in the present study, it can be confirmed that the segregation behavior at the final solidification stage was contributed to the interdendritic flow of the residual solute-rich liquid, which can be termed the “super gravity channel segregation”.
The super gravity channel segregation can be schematically shown in Figure 17(b). At the final solidifying stage, the solute-rich liquid remained at the grain boundary could flow fast toward the bottom of the sample along the dendrite space (channel) under the driving force of super gravity. This is how the macrosegregation formed at the final solidifying stage, and so does the layered structure. It is similar to the flowing behavior of liquid in the porous medium [31]. While under normal gravity field, the residual solute-rich liquid cannot flow through the dendrite space (channel) due to the large residence by the complex dendrite network.
Above all, the macrosegregation of solute Cu in Al-Cu alloys under super gravity field is caused by the gravity segregation at the early and middle solidifying stages and the channel segregation at the final solidifying stage. Channel segregation is more serious and more detrimental. Our previous study [11] shows that super gravity can greatly refine the solidification structure at the early solidifying stage, so in practice, super gravity should be applied only at the early solidifying stage in case of serious macrosegregation.
5 Conclusions
The macrosegregation of solute Cu in Al-Cu alloys can be generated in super gravity field. When the Al-4.5wt%Cu alloy was solidified in super gravity field of G = 800, the content of solute Cu increases along the direction of super gravity field with the copper content at the up position decreasing to 2.58 wt% and that increasing up to 8.48 wt%.
The macrosegregation becomes severer with the increasing gravity coefficient and the solute content. When in super gravity field G = 800 for Al-15wt%Cu alloy, the Cu contents at the up and bottom positions are 8.76 wt% and 30.56 wt%, respectively. In addition, Layered-structure at the bottom of the Al-8wt%Cu, Al-11wt%Cu and Al-15wt%Cu samples appeared after super gravity treatment of G = 800.
The macrosegregation mechanism in super gravity field is that super gravity greatly strengthens the gravity segregation and drives the residual solute-rich liquid to flow along the dendrite channel at the final solidifying stage.
Acknowledgements
This work was supported by the National Natural Science Foundation of China (No. 51234001). The authors would like to sincerely thank the State Key Laboratory of Advanced Metallurgy, University of Science and Technology Beijing for using the super gravity apparatus.
References
- Y. Watanabe, Y. Inaguma, H. Sato, E. Miura-Fujiwara, A novel fabrication method for functionally graded materials under centrifugal force: the centrifugal mixed-powder method, Materials 2, 2510 (2009) [CrossRef] [Google Scholar]
- S.C. Ferreira, L.A. Rocha, E. Ariza, P.D. Sequeira, Y. Watanabe, J.C.S. Fernandes, Corrosion behavior of Al/Al3Ti and Al/Al3Zr functionally graded materials produced by centrifugal solid-particle method: influence of the intermetallic volume fraction, Corros. Sci. 53, 2058 (2011) [CrossRef] [Google Scholar]
- S. El-Hadad, H. Sato, Y. Watanabe, Wear of Al/Al3Zr functionally graded materials fabricated by centrifugal solid-particle method, J. Mater. Process. Technol. 210, 2245 (2010) [CrossRef] [Google Scholar]
- Y.H. Yang, B. Song, G.Y. Song, Z.B. Yang, W.B. Xin, Enriching and separating primary copper impurity from Pb-3 mass pct Cu melt by super-gravity technology, Metall. Mater. Trans. B 47, 2714 (2016) [CrossRef] [Google Scholar]
- G.Y. Song, B. Song, Y.H. Yang, Z.B. Yang, W.B. Xin, Separating behavior of nonmetallic inclusions in molten aluminum under super-gravity field, Metall. Mater. Trans. B 46, 2190 (2015) [CrossRef] [Google Scholar]
- G.Y. Song, B. Song, Z.B. Yang, Y.H. Yang, J. Zhang, Removal of inclusions from molten aluminum by supergravity filtration, Metall. Mater. Trans. B 47, 3435 (2016) [CrossRef] [Google Scholar]
- J.C. Li, Z.C. Guo, Innovative methodology to enrich britholite (Ca3Ce2[(Si,P)O4]3F) phase from rare-earth-rich slag by super gravity, Metall. Mater. Trans. B 45, 1272 (2014) [CrossRef] [Google Scholar]
- J.T. Gao, L. Guo, Z.C. Guo, Separation of P phase and Fe phase in high phosphorus oolitic iron ore by ultrafine grinding and gaseous reduction in a rotary furnace, Metall. Mater. Trans. B 46, 2180 (2015) [CrossRef] [Google Scholar]
- J.C. Li, Z.C. Guo, J.T. Gao, Isothermal enriching and separation of perovskite phase from CaO-TiO2-SiO2-Al2O3-MgO melt by centrifugal force, Ironmaking Steelmaking 41, 776 (2014) [CrossRef] [Google Scholar]
- H. Zhao, L. Shao, J.F. Chen, High-gravity process intensification technology and application, Chem. Eng. J. 156, 588 (2010) [Google Scholar]
- Y.H. Yang, B. Song, Z.B. Yang, G.Y. Song, Z.Y. Cai, Z.C. Guo, The refining mechanism of super gravity on the solidification structure of Al-Cu alloys, Materials 9, 1001 (2016) [CrossRef] [Google Scholar]
- L.X. Zhao, Z.C. Guo, Z. Wang, M.Y. Wang, Influences of super-gravity field on aluminum grain refining, Metall. Mater. Trans. A 41, 670 (2010) [CrossRef] [Google Scholar]
- J.F. Löffler, W.L. Johnson, Crystallization of Mg–Al and Al-based metallic liquids under ultra-high gravity, Intermetallics 10, 1167 (2002) [CrossRef] [Google Scholar]
- C.C. Battalle, R.N. Grugel, A.B. Hmelo, T.G. Wang, The effect of enhanced gravity levels on microstructural development in Pb-50 wt pct Sn alloys during controlled directional solidification, Metall. Mater. Trans. A 25, 865 (1994) [CrossRef] [Google Scholar]
- S.R. Chang, J.M. Kim, C.P. Hong, Numerical simulation of microstructure evolution of Al alloys in alloys in centrifugal casting, ISIJ Int. 41, 738 (2001) [CrossRef] [Google Scholar]
- Y. Watanabe, S. Oike, Formation mechanism of graded composition in Al-Al2Cu functionally graded materials fabricated by a centrifugal in situ method, Acta Mater. 53, 1631 (2005) [CrossRef] [Google Scholar]
- Y. Watanabe, H. Sato, T. Ogawa, I. Kim, Density and hardness gradients of functionally graded material ring fabricate from Al-3 mass % Cu alloy by a centrifugal in-suit method, Mater. Trans. 48, 2945 (2007) [CrossRef] [Google Scholar]
- H.G. Fu, Q. Xiao, J.D. Xing, A study of segregation mechanism in centrifugal cast high speed steel rolls, Mater. Sci. Eng. A 479, 253 (2008) [CrossRef] [Google Scholar]
- L.X. Zhao, Z.C. Guo, Z. Wang, M.Y. Wang, Removal of low-content impurities from Al by super-gravity, Metall. Mater. Trans. B 41, 505 (2010) [CrossRef] [Google Scholar]
- Y. Watanabe, Y. Hattori, H. Sato, Distribution of microstructure and cooling rate in Al-Al2Cu functionally graded materials fabricated by a centrifugal method, J. Mater. Process. Technol. 221, 197 (2015) [CrossRef] [Google Scholar]
- M.C. Flemings, Our understanding of macrosegregation: past and present, ISIJ Int. 40, 833 (2000) [CrossRef] [Google Scholar]
- H.B. Dong, P.D. Lee, Simulation of the columnar-to-equiaxed transition in directionally solidified Al-Cu alloys, Acta Mater. 53, 659 (2005) [CrossRef] [Google Scholar]
- C.J. Vreeman, F.P. Incropera, The effect of free-floating dendrites and convection on macrosegregation in direct chill cast aluminum alloys part II: Predictions for Al-Cu and Al-Mg alloys, Int. J. Heat Mass Transfer 43, 687 (2000) [CrossRef] [Google Scholar]
- K. Hono, D.H. Ping, M. Ohnuma, H. Onodera, Cu clustering and Si partitioning in the early crystallization stage of an Fe73.5Si13.5B9Nb3Cu1 amorphous alloy, Acta Mater. 47, 997 (1999) [CrossRef] [Google Scholar]
- C.L. Xu, Q.C. Jiang, Morphologies of primary silicon in hypereutectic Al-Si alloys with melt overheating temperature and cooling rate, Mater. Sci. Eng. A 437, 451 (2006) [CrossRef] [Google Scholar]
- C. Majumder, V. Kumar, H. Mizuseki, Y. Kawazoe, Small clusters of tin: atomic structures, energetics, and fragmentation behavior, Phys. Rev. B 64, 233 (2001) [CrossRef] [Google Scholar]
- M.J. López, P.A. Marcos, J.A. Alonso, Structural and dynamical properties of Cu-Au bimetallic clusters, J. Chem. Phys. 104, 1056 (1996) [CrossRef] [Google Scholar]
- M.C. Flemings, Solidification processing, Metall. Trans. 5, 2121 (1974) [Google Scholar]
- D.Z. Li, X.Q. Chen, P.X, Fu, X.P. Ma, H.W. Liu, Y. Chen, Y.F. Cao, Y.K. Luan, Y.Y. Li, Inclusion flotation-driven channel segregation in solidfying steels, Nat. Commun. 5, 6291 (2014) [Google Scholar]
- X. Li, Y. Fautrelle, Z.M. Ren, Influence of thermoelectric effects on the solid-liquid interface shape and cellular morphology in the mushy zone during the directional solidification of Al-Cu alloys under a magnetic field, Acta Mater. 55, 3803 (2007) [CrossRef] [Google Scholar]
- R. Mehrabian, M. Keane, M.C. Flemings, Interdendritic fluid flow and macrosegregation; influence of gravity, Metall. Trans. 1, 1209 (1970). [Google Scholar]
Cite this article as: Yuhou Yang, Bo Song, Zhanbing Yang, Jin Cheng, Gaoyang Song, Longfei Li, Macrosegregation behavior of solute Cu in the solidifying Al-Cu alloys in super-gravity field, Metall. Res. Technol. 115, 506 (2018)
All Figures
|
Fig. 1 Schematic diagram of experimental super gravity apparatus [4]: 1, counterpart; 2, housing; 3, thermal couple conductive slip ring; 4, thermal insulation materials; 5, resistance wire; 6, furnace tube; 7, furnace shell; 8, sample; 9, thermal couple; 10, conductive slip ring; 11, rotation axis; 12, rotation controller; 13, temperature controller. |
| In the text | |
|
Fig. 2 Position divisions for microstructure observation. |
| In the text | |
|
Fig. 3 Microstructures at different positions of Al-4.5wt%Cu samples in normal gravity field and super gravity field. |
| In the text | |
|
Fig. 4 Energy spectrum of the samples. |
| In the text | |
|
Fig. 5 Area fraction of eutectic phase at different positions of the sample in normal gravity and super-gravity field. |
| In the text | |
|
Fig. 6 The copper content at different positions of the Al-4.5wt%Cu samples obtained in normal gravity field and super gravity field of G = 800. |
| In the text | |
|
Fig. 7 Microstructures at different positions of as-cast Al-Cu samples with various solute Cu content in normal gravity field. |
| In the text | |
|
Fig. 8 Microstructures at different positions of as-cast Al-Cu samples with various solute Cu content in super gravity field. |
| In the text | |
|
Fig. 9 Area fraction of eutectic phase at different positions of the samples containing varying solute Cu in normal gravity and super-gravity fields: (a) G = 1, (b) G = 800. |
| In the text | |
|
Fig. 10 Copper content at different positions of the samples containing varying solute Cu in normal gravity and super-gravity fields: (a) G = 1, (b) G = 800. |
| In the text | |
|
Fig. 11 Layered-structure at the bottom of the Al-8wt%Cu, Al-11wt%Cu and Al-15wt%Cu samples after super gravity treatment of G = 800 under different magnifications: (a) 40×, (b) 500×. |
| In the text | |
|
Fig. 12 The solid fraction change of Al-8wt%Cu alloy calculated via Thermal-Calc software. |
| In the text | |
|
Fig. 13 Microstructures of Al-8wt%Cu alloy at different positions of the sample obtained with applying super-gravity field at different solidifying stages marked in Figure 12. |
| In the text | |
|
Fig. 14 Microstructures of Al-8wt%Cu alloy at different positions of the sample obtained with applying super-gravity field at different solidifying stages marked in Figure 12. |
| In the text | |
|
Fig. 15 The layered-structure of Al-8wt%Cu alloy at the bottom of the sample when super-gravity was applied at (e), (f), (g) and (h) stages marked in Figure 12 under different magnifications: (a) 40×, (b) 500×. |
| In the text | |
|
Fig. 16 Density change of Al-Cu alloys with different solute Cu contents in the solidification process. |
| In the text | |
|
Fig. 17 Schematic diagram of gravity segregation and channel segregation mechanisms in super gravity field. |
| In the text | |
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.